Прежде чем начать нарезать резьбу метчиком, вам понадобится отвертка подходящего размера и формы и машинное масло. Затем можно приступать к нарезанию.
Нарезание резьбы плашкой

Нарезание наружной резьбы — задача, практически незаменимая при изготовлении машин, механизмов или несущих конструкций. Клепка и точечная сварка (или плоская сварка) здесь не всегда подходят, поэтому решением являются винтовые или болтовые соединения.
Подготовка
Чтобы подготовиться к нарезанию резьбы, используйте дисковый резец с внутренней резьбой из быстрорежущей стали и проделайте несколько шагов.
- Отпилите и выровняйте (при необходимости) стержень или отрезок трубы определённой длины.
- Обточите край, на котором в первую очередь планируется выполнить нарезку, по кругу. Это облегчит вращение плашки, задаст ей нужную траекторию движения. Обточка выполняется не менее чем на миллиметр длины – она имеет ровный скос в разрезе. Идеально ровная обточка производится на токарном станке.
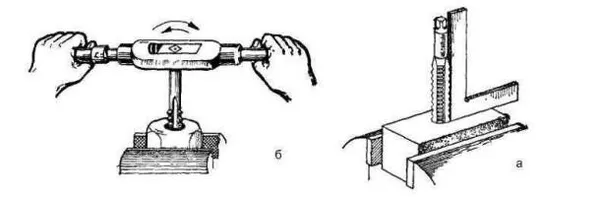
- Зажмите отрезок трубы или стержня в слесарные тиски. Идеально, когда столешница верстака, на которой они закреплены, располагается на уровне (или чуть ниже уровня) пояса рабочего. Проверьте, чтобы труба или стержень расположились перпендикулярно земле – по законам физики, так легче начать и контролировать нарезание резьбы.
- Смажьте внутреннюю резьбу плашки и саму трубу (или стержень) моторным или трансмиссионным маслом, масляной отработкой.
- Навинтите на плашку ручные плашкодержатели, либо установите её в низкооборотистый станок. Идеальным вариантом станет токарный станок с переходником под круговой (машинный) плашкодержатель.
Затем вставьте пистолет и начните вращать его вокруг заготовки.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы необходимы следующие инструменты и материалы: Труборезы или плоскогубцы, плашка, плунжерный пуансон, напильник, тиски, цанга, машинное масло.

Наиболее распространенными инструментами являются круглые плашки. Они могут быть цельными или разъемными. Диаметры цельных круглых плашек стандартизированы. Поэтому вы можете выбрать подходящий из широкого диапазона размеров, например, M10, M12, M14, M16.
Особенностью цельных плашек является возможность регулировки диаметра резьбы в диапазоне 0,1-0,25 мм. Однако они имеют меньшую жесткость, что сказывается на точности получаемого профиля.
Метчик вставляется в метчиковую втулку соответствующего размера. Затем она закрепляется с помощью винтов. Для наружной резьбы часто используются держатели с трещоткой. Они облегчают работу в труднодоступных местах, например, у стены.
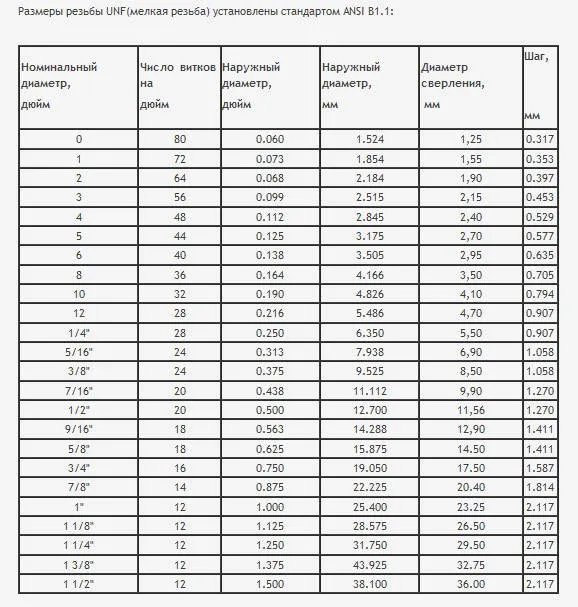
Толщина стержня на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, крупный шаг для М6 составляет 5,80-5,90 мм, для М8 7,80-7,90 мм и для М10 9,75-9,85 мм. Измерения производятся с помощью толщиномера. Диаметры стержней для сверления метрической резьбы средней точности класса 6g приведены в таблице.
Для обеспечения лучшего зенкерования на конце стержня следует снять фаску. Ее ширина должна быть от 1 до 1,5 мм для M6 … M18. Заготовку смазывают машинным маслом, что облегчает дальнейшую работу и приводит к лучшей отделке поверхности.

Поместите полосу на конец планки так, чтобы ее плоскость была перпендикулярна оси винта. Затем с легким нажимом поверните держатель режущего инструмента по часовой стрелке (против часовой стрелки, если резьба нарезана против часовой стрелки). Когда планка нарежет один-два витка резьбы, ее следует повернуть на пол-оборота назад для лучшего удаления стружки. Затем снова делается 1-2 оборота в направлении резьбы и 0,5 в обратном направлении. После этого винт нарезается на нужную длину.
Диаметр наружной резьбы проверяется обычной гайкой или измерительным кольцом. При необходимости шаг резьбы проверяется резьбомером.
Нарезание внутренней резьбы метчиком
Для изготовления наружной резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Сначала на заготовку наносят эскиз и сверлят центр будущего отверстия. Выбирается сверло, соответствующее нужному диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближенно по формуле d = D — P. Здесь D — диаметр резьбы, P — шаг, d — диаметр сверла. Например, для М10 d = 10 — 1,5 = 8,5 мм.
В заготовке просверливается отверстие необходимой глубины, которая должна быть больше длины отрезаемой заготовки. С помощью сверла диаметром больше d на краю отверстия делается фаска. Это служит для центрирования и лучшего введения метчика.
В зависимости от основных параметров резьбы — диаметра и шага — выбирается режущий инструмент. Обычно используется набор из двух метчиков. Один из них — черновой метчик, а другой — чистовой. Отвертка подбирается в соответствии с размером квадрата задней части метчика.
Заготовка надежно закрепляется в тисках. Метчик и отверстие смазываются машинным маслом. Затем метчик устанавливается точно перпендикулярно поверхности заготовки, а рукоятка отвертки поворачивается с нажимом вдоль ее оси.

Пройдя одну-две нитки резьбы, сделайте четверть оборота в обратном направлении. Это способствует дроблению и удалению мусора и предотвращает заклинивание инструмента. Продолжайте работу, чередуя ½ оборота вперед и ¼ оборота назад. Будьте осторожны, чтобы не перекрутить кран. Не прилагайте чрезмерных усилий. Периодически вынимайте режущий инструмент и очищайте отверстие от мусора, чтобы предотвратить заклинивание.
После нарезания внутренней резьбы на необходимую глубину метчик вставляется в отверстие. Когда метчик работает в правильном направлении, вставляется отвертка и ар
Проверьте резьбу винтовым калибром или калибром для болтов. Она должна вкручиваться без усилий и не шататься. При необходимости сделайте дополнительный проход метчиком.
Порядок нарезки резьбы
Перед началом нарезания резьбы наружная поверхность трубы или фитинга должна быть скошена под углом 45°. Это необходимо для облегчения первых оборотов и фиксации плашек.

- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.
Обратите внимание, что плашка может иметь разные номера, обычно 2. В этом случае после черновой обработки резьбы необходимо поочередно пройти каждый номер, чтобы сформировать окончательный профиль резьбы.
Трубные плашки
Резьбонарезные плашки используются для нарезания резьбы на трубах, что следует из названия плашек (трубная резьба).
Например, многие люди, построившие своими руками систему отопления, сталкивались с таким явлением. Для трубы 25 нужна резьбовая плашка (трубная резьба измеряется в дюймах), и мы называем трубу «25». Значит, 25 — это в миллиметрах, нужно перевести миллиметры в дюймы.
Специально для вас я привел цитату из справочника, где дается соблюдение размерности длин в миллиметрах. Друзья, используйте ее на свое усмотрение.
Резьбовые отверстия для труб:
| Номинальный диаметр резьбы, дюймы | Диаметр отверстия, мм | Номинальный диаметр резьбы, дюймы | Диаметр отверстия, мм |
| 1/4 | 12,3 | 1 3/4 | 52,26 |
| 3/8 | 15,8 | 2 | 58,13 |
| 1/2 | 19,79 | 2 1/4 | 64,23 |
| 5/8 | 21,74 | 2 1/2 | 73,7 |
| 3/4 | 25,27 | 2 3/4 | 80,05 |
| 7/8 | 29,03 | 3 | 86,4 |
| 1 | 31,77 | 3 1/2 | 98,85 |
| 1 1/8 | 36,41 | 4 | 111,55 |
| 1 1/4 | 40,33 | 5 | 136,95 |
| 1 3/8 | 42,84 | 6 | 162,35 |
| 1 1/2 | 46,32 |
Позвольте мне немного пояснить эту страшную на первый взгляд таблицу. Здесь вам нужно нарезать резьбу на 25 трубах с помощью трубореза. Вы ищете в таблице диаметр 25 отверстия. Да, мы нашли 25,27 — это размер трубной резьбы ¾ дюйма. Вот и все. Таким образом, если вы найдете размер, который наиболее близок к диаметру трубы, вы легко найдете нужную полосу.
Надеюсь, моя статья была вам полезна. Если да, то не стесняйтесь рассказать своим друзьям о моем сайте «Все об инструментах».
Вы можете купить полосу в нашем интернет-магазине.
Нарезание резьбы метчиками и плашками
Нарезание резьбы метчиками
используется для нарезания внутренней резьбы. Комплект обычно состоит из трех метчиков. Припуск на обработку делится между ними. Первые два метчика не закручивают резьбу в полный профиль, а третий метчик закручивает резьбу и придает ей окончательный размер и форму. Порядок использования метчиков из этого набора можно определить по меткам на конце (первый имеет метку) или по профилю режущих зубьев. Резьбу можно нарезать одним метчиком в сквозных отверстиях, диаметр которых не превышает диаметр резьбы. Такой метчик называется гаечным. Режущая часть метчика 1 (рис. 131) состоит из упорной и направляющей частей: упорная часть выполняет основную работу по резанию, направляющая часть — в основном калибровку обрабатываемой поверхности. Размер отверстия для метчика в заготовке выбирают по таблицам. Метчик закрепляют в приспособлении, показанном на рисунке 131.
Приспособление состоит из шпинделя 2 и хвостовика 4. Хвостовик крепится к задней части станка, а метчик крепится к шпинделю винтом. После начала вращения заготовки метчик вставляется в обрабатываемое отверстие и нарезает одну или две резьбы, перемещая инструмент с помощью маховика задней бабки. После этого необходимость в ручной подаче отпадает, так как метчик втягивается в отверстие под действием вращения заготовки. Затем шпиндель перемещается вдоль хвостовика. Когда паз шпинделя выходит из шпонки 3, шпиндель начинает вращаться вместе с заготовкой, и нарезание резьбы автоматически прекращается. Длина нарезания резьбы может быть изменена путем регулировки положения шпонки по отношению к гильзе.
При нарезании резьбы с принудительной подачей шаг резьбы должен быть равен шагу нарезаемой резьбы, а подача должна составлять один оборот на каждый относительный оборот заготовки и инструмента. Точное соответствие этих величин иногда не может быть достигнуто. Такое несоответствие приводит к тому, что резьба нарезается, а инструмент «заклинивает» и ломается. Чтобы избежать этого, используют специальные зажимные устройства, обеспечивающие свободное осевое перемещение инструмента вперед и назад на определенную длину.
Однако отклонение ∆ между шагом резьбы и частотой вращения привода за один оборот не должно быть больше, чем
где n — число витков резьбы в детали, а l — осевой люфт метчика в метчикодержателе.
Использование резьбонарезных патронов, допускающих осевое перемещение метчика, считается обязательным.
Самонарезающий метчик используется для нарезания мелкой резьбы (короткой длины). Инструмент крепится к держателям метчика, которые обеспечивают свободное осевое перемещение инструмента на длину, превышающую длину нарезаемой резьбы. При нарезании крупной резьбы метчик должен затягиваться в начале процесса нарезания резьбы (на первых двух-трех витках). Для этого специальный упор e уменьшает тупость зубьев в упорной части первого метчика (рис. XIV.3), которая неизбежно возникает при шлифовании упорного конуса.
Последующим метчикам в наборе на направляющих частях придают переднюю короткую (на две-три нитки), несколько заниженную по диаметру резьбу, чтобы облегчить нарезание резьбы, образованной предыдущим метчиком.
Наиболее распространенные способы нарезания резьбы метчиками на токарном станке рассмотрены на странице «Способы нарезания резьбы метчиками».
Правила нарезания резьбы с помощью плашек
При нарезании резьбы вручную необходимо соблюдать определенные правила. Если вы знаете, как работать с инструментом, вы сможете сделать качественное неразъемное соединение. Чтобы сделать резьбовое соединение с помощью инструмента, необходимо использовать метчик. Правила работы:
- Определить точный диаметр трубы, выбрать оснастку по маркировке, указываемой на её поверхности.
- Подготовить обрабатываемую деталь. Снять фаску с помощью напильника. Угол фаски должен быть не более 45 градусов. Больший угол сделает соединение некачественным.
- Чтобы режущие кромки прослужили дольше, при работе нужно использовать смазку. Это может быть моторное масло. Им смазывают режущие части, заготовку.
- Плашкодержатель нужно повернуть по часовой стрелке на два витка, затем сделать 1 виток в обратную сторону. Когда режущие кромки движутся назад, появляющаяся стружка выходит наружу, не забивается в готовых витках. Важно удерживать инструмент с воротком строго вертикально, чтобы резьба получилась ровной.
- После создания первых 3–4 витков нужно уменьшить ход плашки в обратную сторону. Будет достаточно сделать два поворота по часовой стрелке и половину оборота против часовой. Нельзя продолжать работу если оснастка перегрелась, нужно делать перерывы.
Когда сделано необходимое количество оборотов, необходимо проверить качество готового соединения. Для этого возьмите гайку выбранного диаметра и попробуйте накрутить ее на трубу. Сначала гайка накручивается медленно и с трудом. Постепенно эти проблемы исчезнут. Неровная резьба может привести к разрыву соединения во время эксплуатации. Заглушки используются для вставки внешней резьбы в цилиндрические детали. Важно выбрать правильный диаметр и знать правила работы с инструментом. Внутренняя часть круглых деталей обрабатывается резцами. Инструменты подходят как для ручной, так и для промышленной работы.
Наружная
Метчик — это гайка с внутренними выемками и внешними держателями для поворота инструмента. Он бывает разной формы — круглый, квадратный или шестигранный. Если вы работаете дома, вам понадобятся тиски для фиксации заготовки.

Самое главное — выбрать правильный диаметр заготовки перед началом работы. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрического измерения можно воспользоваться информацией, приведенной в таблице.
Заготовка должна быть подготовлена заранее. Если сечение не круглое, на заготовке необходимо снять фаску. Затем с торцевой части снимается коническая фаска, чтобы отметить первую резьбу.
Далее необходимо точно следовать инструкциям:
- Закрепив заготовку в тисках, проверяется правильность ее расположения.
- Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
- Первый виток выполняется с небольшим усилием. Важно выполнять повороты в правильном направлении.
- Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении.

Одного такого прохода недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процесс 3-4 раза, пока плашки не будут свободно навинчиваться на заготовку. Чтобы проверить качество, затяните гайку подходящего диаметра. Если обнаружится усилие, внешнюю сторону заготовки можно обработать мелкозернистой наждачной бумагой.
Внутренняя
Для получения внутренней резьбы следует использовать метчики. Это цилиндр с наружной канавкой. Для небольших деталей диаметром до 20 мм можно использовать ручной метчик. Более крупные размеры требуют механической обработки.
Предпочтительнее использовать полный набор метчиков. Он состоит из трех частей, которые используются для предварительного, промежуточного и окончательного сверления. Если в вашем хозяйстве есть дрель, то целесообразно приобрести метчики с предварительной фрезой.
Заготовку следует закрепить. Если речь идет о крупной детали, это можно сделать с помощью зажимов. Для мелких деталей используются тиски. После закрепления заготовки проверяется ее положение относительно метчика. Ось метчика должна быть перпендикулярна плоскости заготовки. Первый проход выполняется с большим усилием. Помните, что для этого необходимо использовать метчик с крупной резьбой. После формирования первичной резьбы накладывается метчик для промежуточной резьбы. Только после этого можно приступать к чистовой обработке.
Для уменьшения трения профессионалы используют Solide или аналогичный продукт. Таким образом, удается избежать механического повреждения детали. Сформированная резьба должна иметь одинаковую геометрию по всей длине. В противном случае прочность соединения может быть потеряна.







