Понимание того, что означает прямая полярность и что означает обратная полярность при сварке инвертором, необходимо каждому, кто берет в руки электрод и собирается окунать металл для создания новых шедевров.
Полярность при сварке инвертором
При сварке основное внимание уделяется соединению соединяемых деталей. Этот фактор во многом зависит от правильной настройки сварочного аппарата. При работе с полуавтоматическим оборудованием необходимо установить не только силу тока, но и правильную полярность при сварке инвертором. Настройки по умолчанию не будут полностью соответствовать вашим требованиям, особенно при работе с редкими материалами или высоколегированными сталями. Однако любой инвертор можно настроить на правильный режим и получить высококачественный сварной шов.
Понятие полярности в сварочном оборудовании означает конкретный выбор подключения в зависимости от конкретного процесса и требований конкретного применения. Чтобы изменить полярность, достаточно поменять местами клеммы. Ток меняет направление, а физические процессы и сама пайка в каждом случае различны.
Существует два типа полярности, которые устанавливаются перед началом работы:
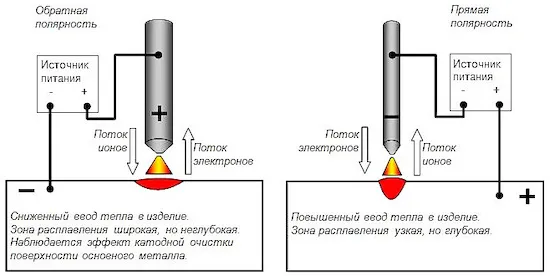
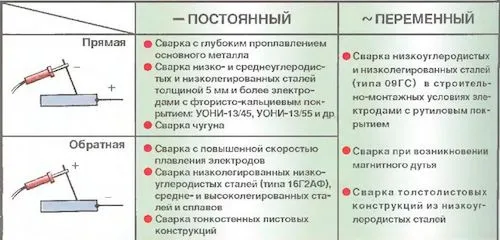
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
Прямая и обратная полярность при инверторной сварке устанавливаются сварщиком в зависимости от работы. Некоторые начинающие специалисты не знакомы со всеми настройками, что иногда вызывает проблемы при нагреве и сплавлении деталей из разных материалов. Рекомендуется сначала изучить техническую документацию по инверторной сварке и проверить теорию на практике.
Технические условия для выбора полярности
Полярность подключения следует выбирать в соответствии с техническими условиями для соответствующего применения. Изменяя тип подключения, можно добиться концентрации горячего анода либо на самом изделии, либо на электроде. Прямой нагрев осуществляется через плюсовую клемму, поэтому непосредственное подключение к клемме обеспечивает точечный нагрев.

Такой вариант подключения позволяет выбрать режим работы с учетом следующих факторов.
Толщина металлической заготовки
При сварке деталей средней и большой толщины следует использовать прямой шов. В этом случае тепловая энергия концентрируется в самой детали и способствует получению глубокого сварного шва. Металл также можно резать таким способом, независимо от толщины. Обратная полярность рекомендуется для сварки тонких листов, когда тепло концентрируется на электроде. Это позволяет избежать перегрева заготовки, и электрод расплавляется гораздо быстрее.
Типы свариваемых металлов
Возможность изменения положения анодной тепловой точки позволяет выбрать наиболее эффективный режим для конкретной заготовки. Например, при сварке чугуна или нержавеющей стали инвертором полярность меняется на противоположную, чтобы избежать перегрева сплава и получить надежный шов. Алюминий, напротив, следует сваривать в режиме прямого соединения, чтобы как можно быстрее преодолеть слой окисления. Существуют рекомендации по настройке оборудования для определенных сплавов, которые следует внимательно изучить и применять на практике.
Тип сварочной проволоки или электрода
Существуют также индивидуальные температурные настройки для этих компонентов, которые во многом зависят от используемых токов. При сварке угольными электродами подключение с обратной полярностью не подходит, так как флюс сильно перегревается и электрод приходит в негодность. В этих случаях выбор наиболее подходящей настройки полностью зависит от типа флюса и проволоки.
Монтаж внешних линий питания и питающих сетей
Иногда металлы и типы электродов требуют совершенно разных настроек, и сварщик должен выбрать наиболее подходящую комбинацию рабочего цикла и силы тока. Кроме того, всегда следует учитывать рекомендации производителя, приведенные в технической документации.
Что это такое?
При эксплуатации инверторного сварочного аппарата необходимо выбрать его полярность, т.е. определить, к какому гнезду «+» или «-» подключается сварочный электрод, а к какому — свариваемое изделие. Полярность, которая может быть прямой или обратной, напрямую зависит от выбора электрического соединения.
Прямая полярность при сварке инверторным сварочным аппаратом выбирается следующим образом:
- к разъему на корпусе сварочного аппарата со знаком «+» подключают через электрокабель с клеммой рабочую заготовку, называемую «масса»;
- к другому разъему со знаком «-» через держатель подключают сварочный электрод.
Переменный или постоянный ток и его полярность определяются положением катода и анода. При сварочных работах с постоянной полярностью изделие сильно нагревается, так как образуется над анодной точкой и выделяется огромное количество тепловой энергии, которая настолько сильна, что может даже расплавить само изделие.
Особенность реверсивной полярности сварочного инвертора заключается в том, что подключение клемм электрода и заземления происходит в обратном порядке. Сварочный электрод подключается к гнезду «+», а металлическая заготовка — к гнезду «-«. В этом случае выход тепловой энергии, так называемая «анодная точка», находится на конце сварочного электрода.
Переключение прямой или обратной полярности может осуществляться вручную только при работе инвертора в режиме постоянного тока, тогда как в режиме переменного тока полярности в сварочном аппарате переключаются автоматически несколько раз в течение одной секунды.
Изменение положения анодной точки позволяет выбрать наиболее благоприятный режим работы для различных типов заготовок. Например, если необходимо сварить детали из чугуна или нержавеющей стали, выбирается обратная полярность. Для алюминия необходим чувствительный режим прямой полярности для быстрого удаления окислительного слоя.
Существуют определенные настройки инверторного сварочного аппарата для электросварки определенных металлических сплавов. Их выбор зависит от характеристик температуры плавления металла и используемого флюса. При сварке угольными электродами используется режим с прямой полярностью, так как нельзя допустить перегрева флюса и, соответственно, невозможности функционирования сварочного электрода.
Может случиться и так, что металл и сварочный электрод подходят для противоположных настроек полярности сварочного аппарата. В этом случае необходимо подобрать оптимальное сочетание рабочих параметров инвертора, согласовав его с электрическим током. В этой сложной ситуации необходимо следовать рекомендациям по использованию сварочного аппарата с инвертором, которые можно найти в технической документации аппарата.
Обзор видов
Возможность соединения проводов сварочного аппарата разными способами позволяет менять полярность, что приводит к большей глубине проникновения в металл и в конечном итоге позволяет получить плотный сварной шов даже на деталях шириной менее 0,5 мм. Разница между прямой и обратной подачей тока заключается в возможности регулировки положения дуги по отношению к заготовке и степени нагрева свариваемых поверхностей.
При изменении полярности подключения следует учитывать, что на аноде выделяется во много раз больше тепловой энергии, чем на катоде. В стандартной комплектации новый инверторный сварочный аппарат настроен на работу с подключением прямой полярности. При необходимости кабели и клеммы могут быть заменены в любое время. В этом случае сварщик должен решить, как и к каким гнездам должны быть подключены гнездо электрода и металлическая зажимная пластина. При изменении полярности электрический ток будет протекать в противоположном направлении, что изменит характеристики самого процесса сварки.
Чтобы изменить полярность подключения, просто поменяйте местами клеммы на сварочном аппарате. Полярность подключения питания может быть выполнена 2 способами. Каждый вид электросварки имеет свои преимущества и недостатки.
Прямая
Прямая полярность подключения имеет следующие характеристики:
- в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
- процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
- электрическая дуга устойчива и постоянна, не склонна к срывам;
- сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока;
- с помощью электродуги можно выполнять резку металлических заготовок;
- сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным;
- методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
- нагрев присадочной проволоки или электропроводника происходит медленно;
- с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
- при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешной сварки постоянным электрическим током поверхность заготовки должна быть хорошо нагрета, чтобы она достигла температуры плавления. Таким образом, образуется сварочная ванна. При этом прямая или обратная полярность направления тока влияет на свойства сварочной ванны. При работе с прямой полярностью в сварочной ванне образуется среда, которая легко заполняется расплавленным металлом. Она расширяется, и движение сварочного электрода определяет направление формируемого шва и одновременно контролирует его глубину в объекте сварки.
Правильно подбираем модель
Все аппараты поставляются с инверторами для сварки как в прямом, так и в обратном направлении. Однако эти инверторы должны обладать дополнительными характеристиками, от которых зависит объем, скорость и комфорт выполняемых работ. Поэтому к выбору сварочного инвертора необходимо подходить профессионально. Рекомендуемые характеристики такого устройства следующие

- Горячий старт для формирования дуги скорым темпом;
- Антиприлипание позволяет сформировать правильный по форме шов (максимально ровный);
- Автоматически активируется при наличии на конце электрода расплавленного металла. Короткое по времени повышение тока позволит избежать прилипания;
- Переменный ток для работы с алюминиевыми заготовками;
- Для работы в помещениях с повышенной влажностью или маленькой площади необходимо наличие сниженного значения холостого хода;
- Также важен тип индикации, в идеале цифровые обозначения параметра.
Сварочный ток также следует выбирать тщательно, так как он напрямую зависит от диаметра используемого электрода и толщины материала. Наиболее часто используемыми электродами являются АНО и МР, которые подходят для сварки металлических поверхностей. Если необходимо сварить конструкции из алюминия или различных сплавов, требуются специальные материалы с присадками.
Применение прямой и обратной полярности

Полярность меняется в зависимости от текущих процессов. В дополнение к основному оборудованию можно поменять местами соединенные зажимы. В результате ток течет от отрицательного элемента к положительному, и первый нагревается до нужных значений.
Прямая полярность необходима при обработке глубоких швов на толстых деталях. Здесь отрицательный элемент подключается к электроду, а металл — к положительному. Эта полярность также подходит для сварки чугуна и глубокого провара основного металла (алюминий, железо и т.д.).
Обратная полярность (плюс на электроде, минус на металле). Металл холодный, электрод нагревается. Используется только для тонкостенных деталей, так как электрод очень быстро выходит из строя. В зависимости от цели процесса мастер применяет один из режимов работы. Следует также отметить, что переменный ток используется для сварки низкоуглеродистых сталей электродами с рутиловым покрытием, магнитный взрыв — для низкоуглеродистых сталей с толстыми стенками. Зависимости от типа полярности нет, можно использовать то, что удобно новичку.
Подведем итоги. Мы рассмотрели, что такое сварочный реверс и зачем нужно знать о прямой и обратной полярности. Часто новички не знают всех тонкостей работы, что приводит к трудностям при плавлении металлов или сварке конструкций из разных сплавов. Однако изменить полярность довольно просто. Поменяв местами клеммы, можно установить необходимые параметры для работы с различными изделиями. Внимательно изучите сварочные реверсы, и ваша работа станет намного приятнее!
Влияние полярности на сварку
Теперь давайте обсудим, как полярность, то есть локализация тепла, влияет на процесс сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового луча на изделии приводит к следующим результатам:
TIG-сварка цветных металлов, например, меди, выполняется с прямой полярностью. Этот режим лучше всего подходит для работы с металлами толщиной 4 мм и более. Однако тонкие листы горят при прямой полярности. Кроме того, во время сварки боковые стороны могут сильно «состариться», и тогда их необходимо выпрямить. Нельзя использовать электроды переменного тока для сварки на постоянном токе с «плюсом» в разъеме. При таком режиме работы также увеличивается рассеивание металла
Достоинства и недостатки обратной полярности
Использование обратной полярности приводит к следующим характеристикам сварки:
Обратную полярность лучше всего использовать при сварке тонких металлов для предотвращения прилипания электрода, а также для предотвращения прожога. При дуговой сварке короткой прерывистой дугой дополнительно снижается потребление тепла.
Толстые детали 6-10 мм соединять гораздо сложнее, так как не обеспечивается необходимая глубина проплавления. При сварке нержавеющей стали, алюминия, высокоуглеродистой стали или чугуна легче добиться хорошего сварного шва с «минусом» в раструбе. Если присадочный металл должен быть отшлифован для последующего сверления, осаждение капель происходит гораздо быстрее при обратной полярности.
Однако из-за более сильного нагрева кончик электрода быстро укорачивается, что приводит к перегреву материала. Если покрытие электрода подвержено перегреву, поддержание большой непрерывной дуги может привести к разрушению покрытия, и голый стержень станет непригодным для сварки. При снижении силы тока до минимума дуга начинает «прыгать», и контролировать сварочную ванну становится сложнее; поэтому при сварке тонких стальных листов полезны дополнительные возможности инвертора, перечисленные ниже.
Сварка полуавтоматом

При сварке полуавтоматом полярность также следует менять в зависимости от толщины металла и типа свариваемых материалов. Чаще всего сначала на сварочной горелке делается прямое подключение «минуса». Это необходимо для сварки проволокой с медным или нержавеющим покрытием. Поскольку сечение проволоки небольшое (0,6-1,2 мм), тепло должно быть сконцентрировано в изделии, иначе присадочный металл быстро прогорит и металл разлетится во все стороны.
При сварке самозащитной проволокой с флюсовым сердечником без газа требуется обратная полярность. В отличие от инвертора, где достаточно поочередно подключить удерживающий провод и клеммы заземления, полуавтоматическая горелка подключается к шлангу. Он содержит канал для проволоки, питающий кабель, шланг для защитного газа и провода управления. Невозможно просто прикрепить резак к рукаву заземления — он не подходит по форме.
Существует несколько способов изменить полярность полуавтоматической горелки, в зависимости от конфигурации устройства. В некоторых моделях необходимо поменять местами соединения на дне (кабель питания горелки имеет отдельный выход с гнездом, как и кабель заземления). В других моделях откройте боковую крышку и снова подсоедините провода к клеммам (обычно разного цвета). Потребуется гаечный ключ
Что будет, если неправильно выбрать полярность на сварочном инверторе?
Если не соблюдать рекомендации по полярности, указанные на этикетке, результат будет отличаться от спецификаций производителя.
В этом случае могут возникнуть следующие последствия:
- недостаточное проплавление;
- неравномерная форма шва;
- сильное разбрызгивание металла;
- нестабильное горение дуги;
- возможно появление различных дефектов (непровар, прожог, межваликовое несплавление);
- низкая производительность наплавки.
Прямая и обратная полярность при сварке MMA
На каждом сварочном аппарате имеется два стандартных кабельных соединения. Существует два стандартных типа кабелей для сварочных аппаратов. Если же отрицательный полюс находится на изделии, а положительный — на электроде, то полярность в сварочном инверторе называется обратной полярностью. Для работ MMA могут использоваться оба режима работы, в зависимости от соединяемых деталей, материала, из которого они изготовлены, используемых присадочных металлов и процесса сварки.

TIG — Особенности аргонодуговой сварки
Процесс DC TIG осуществляется только при полярности постоянного или переменного тока. И этому есть объяснение. Как вы знаете, вольфрамовые электроды используются для ручной аргонодуговой сварки. Хотя для их изготовления используется металл с высокой температурой плавления, они все равно могут расплавиться, если их нагреть до температуры плавления. Чтобы этого избежать, их не следует перегревать. А как мы помним, при изменении полярности на электроде появляется «плюс», который выделяет больше тепла. По этой причине обратная полярность не используется в процессе TIG.
Вторым вариантом аргонодуговой сварки является сварка переменным током. Эта техника используется для соединения деталей из алюминия и его сплавов. Одной из самых больших проблем при работе с этим металлом является необходимость удаления оксидного слоя с его поверхности. При прямой полярности оксидный слой не разрушается, но при обратной полярности это невозможно, так как вольфрамовый электрод разрушается от перегрева. В качестве компромисса мы используем переменный ток с прямой и обратной полярностью. При прямой полярности достигается максимальная глубина проникновения, а при обратной полярности удаляется оксидный слой.
MIG/MAG. Особенности полуавтоматической сварки
Процесс MIG/MAG обычно выполняется на обратной полярности (например, с использованием сварочной проволоки Lincoln Electric SuperArc L-56). Единственным исключением является полуавтоматическая сварка самозащитной порошковой проволокой (FCAW-SS), которая выполняется на постоянном токе. Для этой цели подходят порошковые проволоки Pipeliner NR-208-XP и Innershield NR-207 компании Lincoln Electric.
Плюсы и минусы прямой и обратной полярности
В заключение кратко перечислим основные различия, преимущества и недостатки.
- большее нагревание заготовок;
- проплавление металла большей толщины;
- применяется для метода TIG, так как вольфрамовый электрод меньше нагревается;
- подходит для процесса MIG/MAG с применением порошковой самозащитной проволоки.
- большее нагревание электрода/проволоки;
- подходит для соединения тонколистовых деталей;
- меньшее проплавление металла;
- применяется для ручной дуговой и полуавтоматической сварки.
Стоит отметить, что для ЦТ чаще всего используется обратная полярность, так как она обеспечивает более высокую производительность за счет более быстрого плавления электрода. Риск ожогов во время сварки меньше. Однако есть и некоторые недостатки, а именно меньшее проплавление активного металла и возможность перегрева электрода.
Каждый, кто хочет начать заниматься металлообработкой, должен знать, что означает обратная полярность при сварке инвертором и прямая полярность, какой тип подключения следует выбрать для аргонодугового аппарата, а какой для полуавтомата. Когда профессионал знает, что влияет на выбор типа тока и полярности, он может правильно настроить параметры и более точно выполнить поставленную перед ним задачу. Надеемся, что эта статья помогла вам понять, как подключить сварочный аппарат, и теперь для вас это не составит труда. И так же легко вам будет узнать, как выбрать полярность в зависимости от используемой вами технологии.







