Если вы планируете работу с флюсовой проволокой, вам подойдут все модели из серий IRMIG, INMIG и XMIG. Тем не менее, для тех, кто стремится сэкономить, настоятельно рекомендуется рассмотреть модели из линейки IRMIG. Необходимо отметить, что эти устройства:
Уроки сварки: Сварка полуавтоматом без газа
Сварка без газа позволяет экономить пространство, облегчает подготовку к работе и гарантирует качественный результат. Освоив этот метод, вы сможете обойтись без громоздких и дорогих баллонов с газом, а также использовать мобильный инвертор для MIG-MAG-сварки, что позволяет проводить сварочные работы даже в ветреную погоду.
Сварка полуавтоматом для начинающих без использования газа имеет свои особенности, включая подготовительные моменты, выбор проволоки, настройки оборудования и даже технику ведения горелки. В этой статье мы обсудим все эти аспекты.
Что такое сварка полуавтоматом без газа проволокой с флюсом?
Суть этого метода заключается в том, что в отличие от традиционной сварки с использованием защитного газа, здесь применяется самозащитная проволока. Как она функционирует? Внутри проволоки содержится смесь присадок в форме порошка. При воздействии электрического тока этот порошок сгорает, создавая защитное газовое облако, которое предохраняет зону сварки от вредных факторов, способных повредить целостность сварного шва.
Почему же возникает необходимость в сварке без газа? Ответ на этот вопрос прост — это метод предлагает легкость, скорость и удобство. Автоматическая подача проволоки способствует более быстрому нанесению шва в процессе порошковой сварки, а само удобство заключается в отсутствии необходимости в газовом баллоне, что исключает такие задачи, как замена, перемещение и контроль баллона.
Флюсовая проволока обеспечивает защиту шва так же эффективно, как и проволока с газом, поскольку окружаемое защитным газом соединение не соприкасается с кислородом извне. Это минимизирует риск появления дефектов в шве и диффузии его свойств. Одним из главных преимуществ самозащитной проволоки является то, что порошковая сварка полуавтоматом без газа обеспечивает лучшие результаты даже в условиях сквозняка или ветра, что делает ее предпочтительной для сварки в открытых пространствах.
Далее мы подробно рассмотрим, как правильно выбрать расходные материалы. Можно отметить, что каждая металлическая деталь требует хорошего подбора соответствующей флюсовой проволоки, хотя также существуют и универсальные варианты расходного материала. Оптимальным выбором для сварочного полуавтомата будет инвертор. В отличие от трансформаторных устройств, которые более громоздкие, менее эффективные и требуют более строгих условий к напряжению в сети, инверторные модели уже давно стали предпочтительными в сфере сварки.
Суть сварки без газа
Для сварки без газа используется самозащитная проволока, которая представляет собой металлическую трубку, наполненную присадочным порошком. Под воздействием высокой температуры от дуги этот порошок окисляется, образуя газовое облако, аналогично тому, как газ выходит из сопла при традиционной полуавтоматической сварке. Это облако вытесняет воздух из сварочной зоны, что позволяет избежать появления микротрещин и пор в окончательном шве.

Проволока, подаваемая к сварочному очагу, также известна как флюсовая, и ее выбор зависит от характеристик свариваемого металла. Состава присадочного порошка могут входить различные компоненты. Одной из ключевых особенностей является инертность составов при высоких температурах.
Основным компонентом присадки является диоксид кремния (простой песок), который эффективно блокирует углерод из расплава. Вторым по количеству является марганец, который предназначен для удаления серы из расплава, а также замедляет окислительные процессы в расплавленном металле.
Для осуществления сварки с применением флюсовой проволоки применяется инверторный MIG/MAG-аппарат. Эти устройства компактны, имеют высокий коэффициент полезного действия (потребляют меньше энергии) и менее чувствительны к колебаниям напряжения. Безгазовая сварка используется для соединения различных типов сталей, включая низкоуглеродные, высокоуглеродные, высоколегированные и нержавеющие стали. Кроме того, этот метод подходит как для промышленных задач, так и для бытового использования, поскольку:
- сварка без газа ускоряет процесс формирования шва (благодаря автоматической подаче проволоки);
- обеспечивается максимальный комфорт в работе (в первую очередь благодаря отсутствию газовых баллонов).
Выбор проволоки для сварки без газа
Сварочная катанка (проволока) доступна в рулонах и бухтах, обычно весом до 5 килограмм. Диаметры проволоки варьируются от 0.6 мм до 1.2 мм, а диаметры более 1 мм не часто используются, за исключением высокопроизводительных промышленных сварочных задач без газа.

Как правило, проволока упакована в воздухонепроницаемый материал, что может привести к образованию конденсата внутри упаковки. Поэтому перед началом сварки (без газа) проволоку рекомендуется высушить при температуре 200 °C.
Сварочная проволока подразделяется на несколько категорий:
Порошковая проволока
Представляет собой стальную оболочку, заполненную флюсовым составом. В порошке содержатся добавки, улучшающие качество шва, а также вещества, которые предохраняют расплав от шлаков. В этом случае не потребуется использовать молоток для удаления шлака.
Такую проволоку можно легко найти на специализированных ресурсах в Интернете или в магазинах, предлагающих сварочное оборудование и расходные материалы, включая варианты для сварки без газа.
Омедненная проволока
В данной категории используется стальной сердечник, обеспечивающий неразъемное соединение, а также наплавки из углеродистых сталей. Основа сердца покрыта слоем меди с использованием электрохимического метода, что предотвращает риск коррозии. Несмотря на использование медных компонентов, стоимость этого расходногоматериала остается относительно низкой.
Легированная проволока
Содержит высоколегированные элементы, такие как хром, никель, вольфрам и медь. Швы, выполненные с использованием такой проволоки, имеют высокие прочностные характеристики. Также есть и низколегированные варианты, в которых содержание указанных легирующих добавок минимальное, что положительно сказывается на их цене.
Нержавеющая проволока
Используется для сварки изделий из нержавеющей стали и включает в себя компоненты, самих нержавеющих элементов, таких как марганец, хром и фосфор. В зависимости от пропорций этих компонентов, получаемая проволока может быть как термостойкой, так и более жесткой.

При работе с нержавеющей проволокой крайне важно тщательно настроить сварочный полуавтомат, поскольку данный расходный материал обладает высокой стоимостью. Остается добавить, что использование обычной проволоки для сварки нержавейки без газа может быть неэффективным: из-за различий в свойствах металлов возникают механические напряжения, что с течением времени приводит к образованию трещин.
Алюминиевая проволока
Соответственно, она предназначена для сварки алюминиевых деталей и их сплавов без газа. Однако существует один важный аспект использования данного расходника: проволоку нужно использовать в течение нескольких дней после вскрытия упаковки, иначе на ней образуется окислительная пленка, которая окажет негативное влияние на качество сварного соединения.
Чтобы минимизировать это влияние, сварочный полуавтомат желательно переводить на переменный ток. Но важно отметить, что сварка алюминия без газа встречается довольно редко, поскольку результат часто оказывается неудовлетворительным. Чаще всего применяется аргон для сварки алюминия.
Как перемещать сварочную горелку во время сварки полуавтоматом?
Существует различное количество техник ведения горелки для формирования сварного шва:
- На металлах толщиной 1-2 mm рекомендуется перемещать горелку зигзагообразно, чтобы электрическая дуга воздействовала на оба свариваемых листа, что позволит создать прочный и герметичный шов. При данной технике дуга не слишком глубоко проникает в металл.
- При наличии определенного опыта применяется метод прямого ведения, когда сварщик ведет горелку без колебаний. Этот метод подходит для металлов разной толщины, при этом важно поддерживать равномерное охватывание дугой обеих деталей.
- Если необходимо выполнить длинный шов, чтобы избежать перегрева металла и его тепловой деформации, можно варить небольшими сегментами, перемещаясь поочередно с одного конца шва к другому. Это позволит evenly обработать весь участок, не перегревая металл.
Заключение + ВИДЕО
В этой статье мы рассмотрели основные аспекты от выбора расходных материалов до сборки аппарата, настройки и основ работы с горелкой и сварным швом. Теперь дело за вами! Регулярная практика поможет вам улучшить свои навыки, а сварочные полуавтоматы FUBAG сделают процесс сварки более удобным и легким. Данное видео наглядно продемонстрирует настройку аппарата и поможет лучше усвоить вышеперечисленный материал:
Статья может быть удалена или отредактирована в бэк-офисе сайта в разделе «Статьи»

Актуальные акционные предложения

Подбираем товар под ваши цели и бюджет
Гарантия от производителя
Доставляем товары в наличии по Москве в день заказа
Подготовка
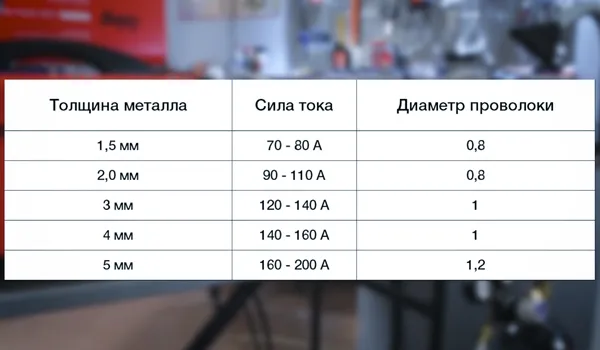
Выполнение сварочных работ без использования газовых баллонов потребует предварительной подготовки и настройки сварочного устройства. Важно определить толщину соединяемых заготовок и на основании этой информации настроить аппаратуру на нужный уровень силы тока. Специальные таблицы, предоставленные в инструкции к аппарату, помогут избежать ошибок в выборе. Низкая сила тока может привести к плохому качеству шва, в то время как высокая сила тока может прожечь металл насквозь.
Следующим шагом будет настройка режима подачи и перемещения сварочной проволоки.
Чтобы убедиться, что все параметры установлены верно, лучше выполнить пробную сварку на ненужном изделии и при необходимости откорректировать их.
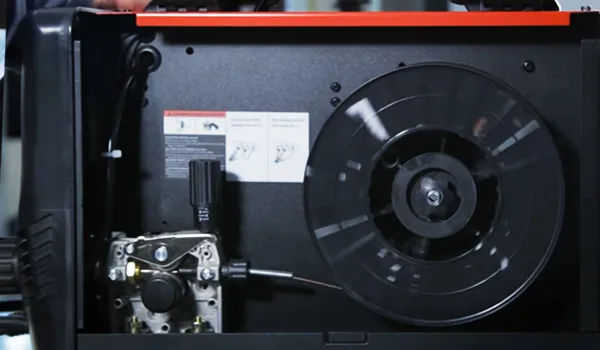
Перед началом сварки регулятор аппарата необходимо установить на «Вперед», затем подать проволоку и задействовать специальную воронку. Следующий шаг — открыть заслонку воронки с проволокой и активировать аппарат. Дождитесь появления устойчивой электродуги, и только тогда переходите к соединению деталей, постепенно производя короткие касательные движения по области сварки.
Технология
Сварочный полуавтомат позволяет производить сварку нержавеющих, цветных металлов, стали и алюминия. Для соединения заготовок из цветных металлов необходимо правильно подобрать проволоку для проводится работ. Например, флюс с содержанием магния, марганца и алюминия можно использовать для соединения алюминиевых изделий. Такой расходный материал позволяет эффективно соединять как тонкие, так и толстые листы. Новичкам в сварочном деле необходимо строго придерживаться всех подготовительных этапов и технологии сварочного процесса.
Чтобы научиться качественно выполнять стыковые швы, необходимо нарабатывать практический опыт и освоить работу с полуавтоматическим аппаратом.
Перед началом работы следует надеть защитную одежду и сварочную маску. Работы необходимо проводить в условиях, когда на расстоянии 10 метров отсутствуют легковоспламеняющиеся предметы. На рабочем месте не должны находиться посторонние лица без соответствующего защитного снаряжения.
Подготовка
Метод сварки с использованием полуавтоматического аппарата без газовых баллонов отличается от традиционного способом сварки благодаря иному типу полярности: на рабочую деталь подключается клемма с плюсом, тогда как на электроде — с минусом. Эта полярность позволяет достичь более высоких температур, необходимые для расплавления порошкового флюса.
Еще одним важным этапом является тщательная предобработка соединяемых заготовок.
Поверхность металла в местах сварки необходимо зачистить с использованием шлифовальной машины, после чего следует обезжирить ее ацетоном или техническим спиртом.
Для настройки полуавтоматического сварочного оборудования необходимо выполнить следующие действия:
- выбрать нужный уровень тока в соответствии с толщиной материала;
- установить оптимальную скорость подачи проволоки, чтобы избежать ее повреждения;
- перевести аппарат на прямую полярность;
- провести проволоку вперед, открыть заслонку воронки подачи флюса, нажать кнопку пуска и активировать электрод;
- провести пробную сварку и в случае необходимости скорректировать параметры аппарата.
После завершения настройки полуавтоматического аппарата проволока должна без проблем подаваться в зону сварки, обеспечивая стабильное горение электродуги, что позволит перейти к формированию соединительного шва.
Опытные сварщики рекомендуют адаптировать прижимные ролики устройства к диаметру проволоки. Следуя этому совету, проволока с флюсом будет свободно перемещаться по трубопроводу, минимизируя вероятность застревания в подающем канале.
Процесс
Во время работы сварочного полуавтомата без использования газовых баллонов, флюс создает облако защитного газа, которое образуется при его сгорании. Данные пары поднимаются вверх, поэтому важно обеспечить вытяжную систему или хорошее проветривание рабочего помещения.
После настройки аппарата, следует перемещать электрод вдоль формируемого шва. При сварке толстых листов необходимо работать в несколько слоев. Чтобы избежать трещин в швах, первый слой следует проваривать на низкой силе тока. Формируется шов с помощью заполнения сварочной ванны расплавленным металлом. После заполнения необходимо остановить подачу проволоки, выключить аппарат и отключить его от сети.
Какой полуавтомат Ресанта лучше подойдет для сварки тонких металлов
Как уже отмечалось, полуавтомат для сварки тонких металлов должен обладать широким диапазоном регулировки тока, чтобы нижняя граница находилась на уровне 10 А и напряжение холостого хода было от 70 В.
Для бытовых нужд и работы в гараже идеально подойдут модели сварочников Ресанта САИПА-22В/160А или САИПА-220 Синергия.

Ресанта САИПА-22В/160А
- Максимальная мощность, Вт: 6200
- Рабочее напряжение, В: 140 — 260
- Диапазон регулирования сварочного тока, A: 30 — 160

РЕСАНТА САИПА-220 Синергия
- Максимальная мощность, Вт: 9200
- Рабочее напряжение, В: 140 — 260
- Диапазон регулирования сварочного тока, А: 15 — 220
Для автомастерских станет отличным выбором полупрофессиональный аппарат Ресанта САИПА-190МФ.
Все представленные модели подходят как для работы со штучными электродами, так и с проволокой как в газовой среде, так и самозащитной проволокой. Диаметр расходника начиная с 0,6 мм позволяет соединять тонкие металлические листы.
Нижний предел сварочного тока 10-15 А обеспечивает аккуратное соединение с минимальным риском прожига материалов.
Сварочный полуавтомат РЕСАНТА САИПА-190МФ
Полуавтоматический сварочный аппарат РЕСАНТА САИПА-190 МФ – это оптимальное решение для профессиональных и домашних ремонтов на стройках, в частных мастерских, загородных домах или на даче. Может применяться для всех типов сварки: MIG/MAG/MMA/TIG.

Основные характеристики:
- Максимальная мощность, Вт: 4840;
- Рабочее напряжение, В: 140 — 270;
- Минимальный диаметр проволоки: 0.6;
- Сварка алюминия: да;
- TIG поджиг: LIFT (контактный).
Все аппараты обладают такими функциями, как прогон проволоки на холостом ходу, возможность смены полярности, а также имеют функции Горячего старта, Форсажа дуги и Антизалипания. Напряжение холостого хода составляет:
- 75 В для Ресанта САИПА-190МФ;
- 64 В у САИПА-220 Синергия;
- 55 В у САИПА-22В/160А.
Это отличный выбор для легированных и нержавеющих сталей, цветных металлов и чугуна.

Вывод
Сварка тонкостенных металлов востребована как в промышленности, так и среди специалистов в бытовых условиях. Этот способ сварки может быть полезен для изготовления баков для воды, каркасов для теплиц, труб для полива, или коробов для хранения. Одним из наиболее распространенных применений сварки тонких металлов является автомобилестроение и кузовной ремонт. Полуавтоматическая сварка играет значительную роль в ремонте таких элементов, как глушители, резонаторы, арки и пороги кузова.
Для начинающих сварщиков такие задачи могут показаться непростыми. Важно тщательно изучить инструкцию по эксплуатации своего сварочного аппарата и следовать правилам работы с тонкими металлами, используя рекомендации опытных специалистов. Это поможет избежать ошибок и достичь желаемых результатов.







