Сварка нержавеющей стали — это технически специфический процесс, требующий внимательного учета характеристик данного материала. Для достижения прочного и качественного сварного соединения необходимо использовать специальные методы, оборудование и электроды. В этой статье мы подробно рассмотрим, что именно нужно для успешного выполнения сварки нержавейки.
Сварка нержавейки электродом
Нержавеющая сталь, в состав которой входят хром и никель, заслужила свое название благодаря высокой коррозионной стойкости. Это качество делает ее идеальным материалом для производства емкостей и трубопроводов, которые используются для транспортировки различных жидкостей. Нержавейка также применяется в производстве автомобильных бамперов и подножек для внедорожников, что позволяет им работать даже в условиях высокой влажности. В случае необходимости заделки трещин или выполнения стыка, можно использовать инверторный сварочный аппарат с методикой MMA. Однако существуют и альтернативные способы сварки, которые также стоит рассмотреть. Далее мы более подробно обсудим процесс РДС сварки нержавеющей стали.
- Технология сварки нержавеющей стали электродом.
- Способы сварки нержавейки.
- Особенности сварки нержавеющей стали.
- Область применения РДС нержавеющей стали.
- Очевидные плюсы и минусы метода РДС для нержавейки.
- Сварка нержавейки электродом в бытовых условиях.
- Виды металлов, которые можно сваривать с нержавейкой.
- Необходимые расходные материалы и аксессуары для сварки нержавейки.
- Электроды для нержавейки.
- Модели сварочных инверторов для сварки нержавейки электродом.
- Методы обработки нержавеющей стали после сварки.
Технология сварки нержавеющей стали электродом
Сварка нержавеющей стали с использованием электрода осуществляется с помощью электрической дуги, которая возникает при замыкании цепи между двумя полюсами от источника тока. Один из полюсов соединяется с изделием при помощи зажима и кабеля, а второй — с горелкой или держателем электрода. Чтобы обеспечить стабильное горение дуги, необходимо поддерживать зазор в пределах 3-5 мм между окончанием электрода и изделием.
Температура дуги плавит металл, создавая жидкую ванну, которая заполняет стыки соединяемых частей, образуя единое сварное соединение. Для увеличения высоты и ширины шва используется специальный присадочный металл. Метод подачи этого металла зависит от применяемой технологии сварки.
Виды сварки нержавейки
Существует несколько основных методов сварки нержавеющей стали:
- Ручная дуговая сварка (MMA) — это один из самых распространенных методов сварки нержавейки. В данном процессе электрическая дуга образуется между металлическим электродом и соединяемыми элементами. Важно использовать специальные электроды для нержавеющей стали и соблюдать правильную полярность, чтобы избежать дефектов. Чаще всего применяется прямая полярность, при которой электрод является отрицательным.
- Сварка нержавеющей стали полуавтоматом (MIG/MAG) — этот метод используется в основном для соединения толстых металлических элементов. В полуавтоматическом процессе используется проволока, обогащенная хромом, никелем и молибденом.
- Автоматическая дуговая сварка под флюсом (SAW) — этот метод применяют для сварки крупных и тяжелых деталей из нержавеющей стали, таких как трубы или контейнеры. Для этого требуется специальный флюс, который представляет собой гранулы или порошок, подаваемые в зону сварки для защиты от воздействия воздуха и повышения качества шва.
- Аргонодуговая сварка (TIG) — этот метод используется для соединения тонких деталей и разнородных элементов. Аргоны используются для создания защитной среды, при этом дуга образуется между вольфрамовым стержнем и деталями.
- Лазерная сварка нержавеющей стали — это один из самых эффективных и современных методов сварки, позволяющий получать высококачественные прочные сварные швы, которые хорошо выдерживают различные внешние воздействия. Этот способ обеспечивает высокую скорость сварки и точность выполнения шва.
Выбор конкретного типа сварки зависит от толщины свариваемого металла, а также от требований к качеству сварного шва и доступности необходимого оборудования.
Сварка нержавеющей стали с использованием электродов
При работе с нержавеющей сталью применяются электроды определенного типа, обладающие специальным покрытием для защиты от коррозии и окисления. Например, электроды марки ЭА-395/9, доступные в ассортименте ООО СПК Регион, идеально подходят для сварки деталей, которые испытывают напряжение от неблагоприятных внешних условий.
Эти электроды обладают высокой температурой плавления, что позволяет формировать прочные и надежные соединения. Модели электрода ОЗЛ-6 и ОЗЛ-9А обеспечивают рабочий диапазон температур до +1000 °C.
Для ручной дуговой сварки сталей аустенитного класса идеально подходят электроды модели НИАТ-1. Эти электроды также прекрасно подходят для работы с тонкими сечениями.
В частности, вольфрамовые электроды, используемые в аргоновой среде, являются отличным выбором для сварки нержавейки. Этот метод минимизирует воздействие на поверхность и снижает вероятность появления дефектов в сварном шве.
Сварка нержавеющей стали с другими металлами
Детали из нержавеющей стали можно сваривать не только между собой, но и с изделиями из углеродистой стали, чугуна, алюминия и меди. При этом используются электроды, содержащие никель и хром, что позволяет улучшить качество шва. Необходима предварительная подготовка: электродам полезно провести прокаливание, однако непосредственно зону сварки предварительно обогревать не рекомендуется.
Дополнительные присадочные материалы способствуют отличной адгезии, прочности соединения и обеспечивают коррозионную стойкость, что позволяет избежать дефектов, вызванных перегревом. Рекомендуется, чтобы общая масса шва состояла на 60 % из присадочного материала. Выбор материала зависит от типа металла, с которым производится сварка нержавейки. Для соединения нержавейки с углеродистой сталью обычно используются аустенитные электроды с добавлением никеля. Медь и никель могут использоваться для сварки с алюминием, а для нержавейки с медью хорошо подходит покрытие из никеля или бронзы.
Как правильно варить нержавейку электродом
Сварка электродом является одним из самых доступных методов, так как не требует сложного оборудования — достаточно стандартного сварочного инвертора. Давайте рассмотрим процесс подробнее.
Подготовленные заготовки из нержавеющей стали фиксируются в нужном положении, после чего происходит сварка специальным электродом, аналогичным тем, что используют для сварки обычной стали. Необходимо сменить полярность на обратную: держак следует подсоединить к клемме минус, а массу — к плюсу. При этом электроды подбираются в зависимости от марки стали, из которой изготовлены свариваемые детали.
При достаточной квалификации у вас получится выполнить относительно качественный сварной шов, но декоративные свойства такого шва могут быть недостаточными. Соединительное место зачастую отличается по цвету и физическим характеристикам от окружающего металла.
Во время процесса сварки нейтральная среда вокруг сварочной ванны формируется за счет горения обмазки электрода. На поверхности шва может образоваться корка из шлаков. При неправильных настройках возможно проникновение шлаков в тело сварного шва.
Данный метод не рекомендуется использовать для работы с тонкими листами нержавейки или с лентами толщиной менее 1 мм, а также в случаях, когда необходимо обеспечить высокое качество внешнего вида шва.
Как варить нержавейку полуавтоматом
Стандартный сварочный аппарат с автоматической подачей проволоки идеально подходит для сварки нержавейки. Вместо обычной омедненной проволоки здесь используется нержавеющая проволока диаметром от 0,8 до 1,2 мм. К стандартной углекислоте добавляется аргон, что происходит в смесителе при подключении двух баллонов. Можно также использовать чистый аргон. Если применяется только углекислота, сварной шов может потемнеть.
Из-за низкой теплопроводности процесс сварки отличается от стандартных методов: при работе с толстыми швами следует помнить о возможности образования микротрещин в процессе остывания из-за возникновения внутренних напряжений на соединении.
Полуавтоматические сварочные машины позволяют сваривать трубы, прутки, листы толщиной от 0,5 до 10 и более миллиметров.
Научиться получать качественные швы с использованием полуавтомата гораздо проще, чем используя электродную сварку. Однако единственной проблемой остаётся громоздкость оборудования, так как в комплект входят сварочный аппарат, рукав, два баллона, смеситель и шланги.
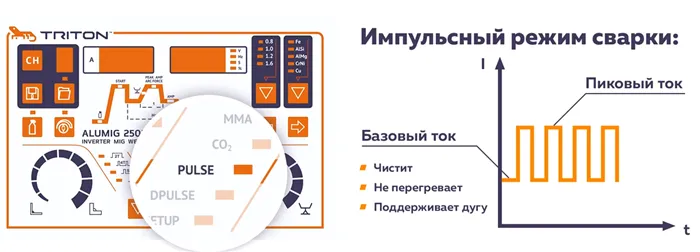
Импульсная сварка нержавейки
Одним из главных преимуществ импульсной сварки нержавеющей стали является полный контроль над сварочным циклом и тепловыми процессами в шве. Каждое импульсное воздействие создает каплю сварочного металла, которая переходит в ванну. Это, в свою очередь, способствует сокращению зоны термического влияния, что делает нагрев заготовки более контролируемым.
Кроме того, благодаря импульсной сварке практически исключается образование сварочных брызг, что позволяет экономить расходный материал — проволоку, увеличивает производительность и сокращает время, необходимое для доработки сварного соединения.
Сварка нержавейки с разными металлами
При соединении различных металлов и сплавов с нержавейкой может произойти ухудшение качества сварного шва, приводящее к его хрупкости, образованию трещин, а также к снижению пластичности и прочности.
Чтобы минимизировать риск дефектов при сварке нержавеющей стали с другими сплавами и металлами, рекомендуется использовать электроды для высоколегированных сталей. Кроме того, необходимо тщательно подготовить поверхность заготовок и провести прокалку электродов. Нежелательно преднагревать зону сварки перед началом работ, стоит применять высоколегированные сплавы или сплавы на основе никеля в качестве присадочного материала.
Сварной шов должен содержать меньше основного металла — не более 40% от общего объема. Остальные 60% должны составлять присадочный материал или электрод, в зависимости от применяемого метода сварки.
Завершающий этап сварки нержавеющей стали
Финальная стадия сварки нержавеющей стали заключается в зачистке сварного шва. Эти работы должны проводиться аккуратно и профессионально, что повысит как эстетические качества соединений, так и их надежность и прочность.
Для зачистки шва применяются следующие технологии:
- Обработка с использованием специальных составов. Для этого используются химические или синтетические средства, разрушающие оксидную пленку.
- Механический способ. Это включает в себя зачистку и шлифовку шва.
- Пескоструйная обработка.
Если шов не подвергнется обработке, то в области сварного соединения металл может начать ржаветь. Правильная обработка шва является одним из важнейших этапов в процессе сварки нержавеющей стали.
Подведем итоги
Сварка элементов из нержавеющей стали представляет собой сложный процесс, в котором необходимо учитывать все уникальные характеристики материала. Нержавейка имеет особенности, затрудняющие ее сварку, и для достижения качественного результата оператору требуется:
- строго соблюдать сварочные технологии;
- правильно подбирать присадочные материалы;
- осознанно подходить к этапам подготовки и завершения сварки;
- правильно рассчитывать зазоры при выполнении ручной дуговой сварки (если у оператора нет соответствующего опыта, рекомендуется использовать справочники сварщика);
- тщательно контролировать весь процесс;
- ответственно выбирать электроды.
Следуя всем указанным рекомендациям, вы сможете получить надежный и эстетически привлекательный шов, устоявший перед разнообразными нагрузками и не подверженный коррозии.







