При прокатке между вальцами, чьи размеры и расстояние подбираются с учетом геометрических характеристик исходного изделия и конечного продукта, обрабатываемая деталь обретает необходимые размеры и форму. В некоторых случаях процесс вальцевания может включать не только прокатку, но и ковку заготовок.
Способы вальцовки и развальцовки труб: особенности и применение
Вальцовка и развальцовка труб представляют собой критически важные операции в области металлообработки, предоставляющие возможность изменения размеров и форм труб для множества различных применений. Эти процессы используются для создания соединений, восстановления изношенных участков трубопроводов, а также для достижения других специфических целей.
Один из методов вальцовки — холодная вальцовка, осуществляемая при обычной температуре. В процессе холодной вальцовки труба проходит через специализированные вальцовочные машины, где она сжата и подвергается обработке с помощью роликов. Этот метод позволяет добиться разнообразия форм, как цилиндрических, так и профильных.
Горячая вальцовка — это другой широко распространенный метод, выполняемый при повышенной температуре. Этот подход позволяет создавать трубы со сложными формами, такими как листы, полосы и профили. В этом процессе трубы проходят через станок горячей вальцовки, где металл деформируется под действием высокой температуры.
Развальцовка труб представляет собой обратный процесс вальцовки, который используется для увеличения внутреннего диаметра труб или создания конусной формы. Развальцовка позволяет изменять диаметры и углы наклона внутренней поверхности труб, в зависимости от требуемых характеристик и целей конкретного изделия.
Способы вальцовки и развальцовки труб
Существует несколько методов вальцовки и развальцовки труб. Один из них — механическая методика, предполагающая использование специализированных вальцовочных и развальцовочных машин. Этот метод отличается высокой точностью и эффективностью, что позволяет достигать превосходного качества изготавливаемых изделий.
Другой распространенный метод — холодная вальцовка и развальцовка, которая включает применение специализированных роликов или втулок, сжимающих или разжимающих трубу и изменяющих ее диаметр. Эта техника в основном применяется для металлических труб небольшого диаметра.
Также на практике используется горячая вальцовка и развальцовка, при которой трубы подвергаются воздействию высокой температуры и значительного давления. Этот способ целесообразен для производства крупных и толстостенных труб.
Существуют специальные технологии вальцовки и развальцовки, предназначенные для создания специфических форм труб, таких как конические или сферические.
Выбор технологии вальцовки и развальцовки труб определяется в первую очередь необходимыми характеристиками и формой конечного изделия, а также его материалами и предполагаемым применением.
Основные инструменты
Хотя под термином вальцовки часто подразумевается комплекс различных технологических процессов, которые обеспечивают изменение формы металлической заготовки, к ним обычно относят:
- производство из узких металлических полос изделий трубного профиля, включая круглые, квадратные или прямоугольные формы (данный метод также используется для производства сварных труб);
- модификацию формы поперечного сечения и наружного диаметра, а также толщины стенок готовых труб — это процесс вальцовки труб (обрабатываются как бесшовные, так и сварные изделия);
- формирование изгибов на отдельных участках труб с заданными параметрами — гибка труб;
- выпуск изделий цилиндрической (вальцовка обечаек), конической (вальцовка конусов) и овальной формы из листового металла;
- увеличение диаметра (расширение) обрезанного конца трубы — развальцовка (данный процесс подготавливает изделия для их соединения; например, так подготавливаются трубки для кондиционеров);
- уменьшение диаметра (сужение) обрезанного конца труб — завальцовка труб.
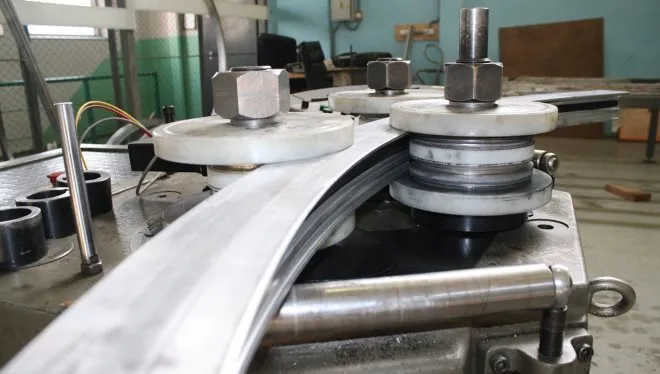
Вальцовка профильной трубы на трубогибочном станке
Для завальцовки мягких медных трубок могут использоваться обычные клещи, а для их развальцовки — специальные инструменты, конструктивный элемент которых имеет конусную форму, расширяющую конец трубы до нужных размеров. Важно отметить, что под вальцовкой подразумеваются именно те технологические операции, которые выполняются с помощью оборудования и инструмента, содержащего вальцы.
В зависимости от типа заготовки и желаемого результата, для выполнения вальцовки может использоваться разнообразное оборудование и инструменты, большинство из которых являются универсальными.

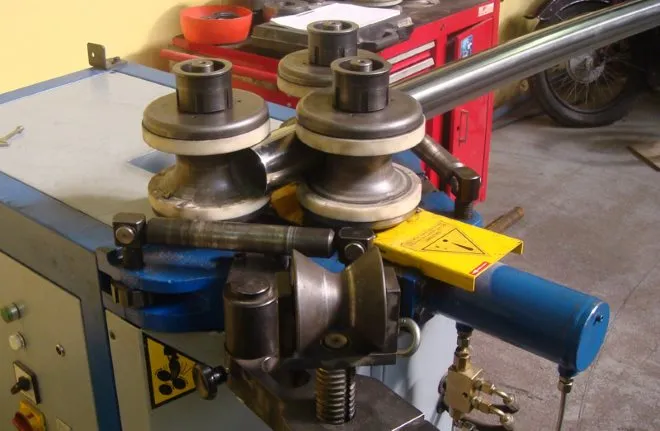
Промышленная вальцовочная машина способна изгибать листовой материал больших размеров с высокой точностью
Процесс вальцевания металлических листов, в результате которого из них формируют изделия цилиндрической, конической или овальной формы, осуществляется на специальном оборудовании, оснащенном двумя, тремя или даже четырьмя рабочими валками. Обработка на машинном оборудовании трехвалкового типа подразумевает прижатие металлического листа к двум вращающимся нижним валкам третьим — упорным, после чего начинается вращение, что приводит к формированию цилиндрического изделия. Регулировка радиуса изгиба выполняется путем выбора валков с подходящим диаметром и смены расстояния между рабочими элементами. Поскольку валки подвергаются значительным механическим нагрузкам во время работы, для их изготовления выбираются высокопрочные стальные сплавы.
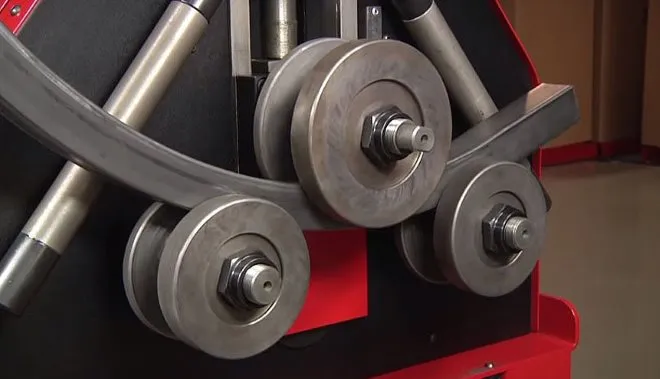
Для гибки труб, также часто называемой вальцовкой, используется оборудование с системой валков. При обгибании вокруг рабочих валков в процессе вращения, изделие приобретает необходимый угол или радиус изгиба. Такое оборудование обладает высокой универсальностью и может применяться также для вальцовки уголков.
Назначение и методы
Процесс обработки трубопроката методом вальцовки, как уже отмечалось, может быть направлен на изменение профиля поперечного сечения, а также на изменение исходных параметров готовой трубы — наружного и внутреннего диаметров, толщины стенок и формы конечной части. Для достижения изменения формы поперечного сечения трубы применяют прокатку через систему валков специализированного оборудования, оказывающего значительное давление на стенки трубы и формирующего необходимый профиль.

В предназначенном для вальцовки оборудовании используются различные типы валков, которые формируют заданную форму и определенный размер заготовки.
Если для расширения концов мягких трубок для кондиционеров эффективны простейшие инструменты, то для вальцовки стальных труб необходимо использовать специальные решения. Эти инструменты классифицируются в зависимости от параметров и материалов трубопроката, которые подлежат обработке:
- Т — для обработки труб с внутренним диаметром от 5,6 до 12,5 мм (инструмент данной серии подходит для вальцевания на ограниченную глубину);
- СТ — для вальцовки сварных труб с внутренним диаметром от 6 до 11 мм (также имеет ограниченную глубину вальцевания);
- Р — для обработки труб с диаметром от 1,2 до 4 см (максимальное расширение с помощью данного инструмента составляет 4,87 см);
- РТ — для работы с трубами диаметром от 0,55 до 1,15 см (при этом внутренний диаметр изделия может увеличиваться до 1,29 см);
- СР — для вальцовки на большую глубину (максимальная величина развальцовки инструментами данной серии составляет 3,23 см);
- 5Р — для обработки тонкостенных труб из нержавеющей стали.

Фотографии некоторых моделей инструмента для развальцовки
На современном рынке также доступны другие серии инструментов для вальцовки, однако мы выделили наиболее популярные.
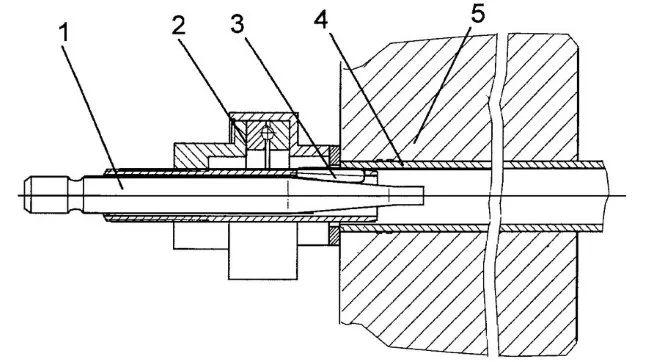
Специализированные инструменты для развальцовки труб зачастую используются в процессе сборки теплообменников, где устанавливаются трубные решетки. Рабочая часть такого устройства, которая и оказывает давление на стенки трубы, подвергается специальной обработке для достижения высокой прочности.
Когда необходимы вальцовка для медных труб и разбортовка
В большинстве случаев при создании герметичных соединений в трубопроводах применение сварного или резиновым оборудованием оказывается невозможным. В таких ситуациях вальцовка трубок становится единственным эффективным способом обеспечения надежного соединения элементов теплообменной системы.
Сплит-системы состоят из внешнего и внутреннего блоков, которые соединяются медными трубами, присоединяемыми к вентилям блоков. Этот процесс осуществляется с помощью развальцовки кондиционера и накидных гаек.
Для выполнения вальцовки медных труб требуется специализированный инструмент. Вальцовочный набор включает в себя два основных компонента — зажимное устройство и сам механизм, который используется для разбортовки. Инструменты различаются по типу зажимов и вальцовок. Зажимы могут быть метрическими, дюймовыми, универсальными, а также представлены в виде наборов с различными отверстиями для фиксированного диаметра. Среди типов вальцовок наибольшим спросом пользуются инструменты с неподвижным конусом, эксцентрическими конусами или с ограничителем — трещеткой.
Как осуществляется процесс
Процесс вальцовки труб включает в себя следующие этапы:
- отрезание трубы до нужной длины под углом 90 градусов по отношению к оси;
- тщательная очистка среза и внешней поверхности в области конец трубы;
- восстановление круглой формы сечения в случае его деформации во время обрезки;
- установка зажимной гайки;
- фиксация трубы в специальном зажиме с зазором 4-6 мм;
- надевание вальцовщика и завертывание вручную или активация ограничителя.
После завершения развальцовки кондиционера обязательно проводится проверка образца на наличие трещин и других повреждений, наличие которых недопустимо.
Соединение блоков:
- прокладка трассы в стене;
- демонтаж зажимной гайки с вентиля кондиционера и ее установка на трубку;
- отбортовка: концы трубки расплющивают и придают форму, соответствующую вентилю;
- подведение отформатированной трубы к вентилю, затягивание гайки точно по резьбе до полного прилегания.
Ключевым условием для правильной организации трубопровода является достижение полной герметичности, так как в противном случае может произойти утечка фреона, что является серьезной угрозой как для здоровья, так и для жизни. Достичь 100%-ной герметичности при помощи бытовых инструментов практически невозможно, поэтому эксперты настоятельно рекомендуют использовать специализированные инструменты, что позволит произвести вальцовку трубок в соответствии со всеми нормами.
Виды станков для вальцовки
Вальцевание металлов используется уже на протяжении долгого времени. Современные вальцовочные установки работают с различными видами материалов. Станки различаются по типам приводов, техническим характеристикам, таким как мощность, и спецификациям. Для правильного выбора подходящего оборудования необходимо рассмотреть существующие виды вальцовочных станков.
Ручные станки
Эти станки в основном используются для выполнения вальцовки в домашних условиях. С их помощью невозможно производить большие объемы изделий. Однако они просты в эксплуатации и достаточно надежны.
Основное преимущество ручного оборудования заключается в том, что для работы с ним не требуется значительного опыта или специальных навыков. Владелец имеет возможность начать использовать его сразу после покупки. Ручные аппараты являются автономными, не требуют частого обслуживания и могут служить долго при соблюдении правил безопасности.
Многие любители работать с металлом в домашних условиях или в гараже выбирают именно ручные вальцовочные устройства. Они имеют невысокую цену, но при этом позволяют создавать качественные изделия.
Недостатками таких аппаратов являются:
- недоступность обработки листов толщиной более 2 мм;
- ограниченный функционал;
- недостаточное количество инструментов для работы.
Приобретение ручного станка является отличным вариантом для новичков и любителей, не планирующих производить большие объемы изделий.
Электрические станки
По сравнению с ручными станками, электрические имеют большей мощностью и разнообразием производимых работ. Эти машины оснащены электродвигателями, которые приводят в действие механизмы устройства.
При выборе электрического станка важно обратить внимание на его мощность, поскольку именно она напрямую определяет производительность агрегата.
Главное преимущество электрических вальцовочных станков заключается в том, что они значительно ускоряют процесс производства и обработки элементов. Они требуют постоянного подключения к электросети, что делает их немобильными. По этой причине такие устройства чаще всего используются на крупных промышленных предприятиях или в цехах, их использование в домашних условиях затруднительно из-за габаритов и необходимых требований к электропитанию.
Единственным недостатком электрического станка является высокая потребляемая мощность. Чтобы уменьшить затраты на электроэнергию, лучше использовать устройства мощностью до 20 кВт. Такие машины работают не слишком быстро, но позволяют существенно сэкономить на электроэнергии и снизить стоимость самого станка.
Гидравлические станки
Для выполнения больших партий и обработки крупных металлических конструкций нет лучших решений, чем гидравлические вальцовочные станки. Эти массивные и мощные машины быстро и эффективно обрабатывают листы и толстые пластины металла.
Такое оборудование относится к категории тяжелых промышленных машин и значительно превосходит по мощности и скорости ручные и электрические вальцовочные установки.
Инструменты и приспособления
Все ключевые механизмы и элементы вальцовочного станка расположены на прочной литой станине, которая изготовлена из чугуна или металлосплавов. Размер плиты определяется в зависимости от типа используемого оснащения и инструментов. На этой станине фиксируется деформирующее устройство, состоящее из валков, использующихся для прокатки изделий. Два рабочих вала стоят неподвижно, тогда как третий и/или четвертый вращают заготовку во время обработки.
Некоторые вальцовочные станки приспособлены для перемещения листа по вертикальной плоскости, что позволяет производить более широкий ассортимент продукции и работать с различными материалами.
Верхний вал надежно устанавливается на станине, обеспечивая постоянный доступ к нему. Для изготовления изделий с различными сечениями требуются соответствующие регулировки положения валков. Регулировка осуществляется с помощью обычного винта или храпового механизма. Более современные автоматизированные станки применяют специализированные программы для этой настройки. Регулировка валков включает в себя изменение их технологических характеристик, в частности, расширение или сужение зазора между валками.
Кроме листовых материалов, машины способны обрабатывать прутки и проволоку. Для этих случаев используются специальные валки с канавками по окружности, позволяющие сгибать металл.
На ручных вальцовочных станках обычно не устанавливается более трех валков, так как такие устройства имеют простую конструкцию для повышения удобства работы. В случае установки большего количества валков, физических усилий может оказаться недостаточно для обработки многих материалов. На электрических агрегатах применяют 3–4 валка, в зависимости от мощности привода и других параметров. Гидравлические установки оборудованы четырьмя валками.
Помимо самого станка для вальцовки металлических изделий, больше никаких инструментов обычно не требуется. Только небольшое количество моделей нуждаются в ручной регулировке валков, для чего может потребоваться соответствующий по размеру гаечный ключ.
Что такое вальцовка труб Вальцовка труб: что это такое, где используется и как осуществляется

Вальцовка трубы
Вальцовка трубы — это технологический процесс, частично изменяющий форму или размеры трубы, предназначенный для придания ей необходимой конфигурации или изменения диаметра. Если операция включает увеличение диаметра, она называется развальцовкой, а если — уменьшение, то завальцовкой. Также существует такое понятие, как привальцовка, значит устранение зазора между краями трубы и инструментом после её вставки в отверстие для формовки.
Вальцовка трубы
Вальцовка трубы предоставляет возможность изменять форму металлических изделий, обеспечивать необходимую конфигурацию, увеличить диаметр. Процесс деформации заготовок может осуществляться в различных направлениях.
Процесс вальцовки труб
При помощи вальцевания производят электросварные и бесшовные трубы. В первом случае круглые заготовки соединяются с помощью индукционного тока и подвергаются влиянию вальцов. Результатом обработки становится идеальное круглое сечение изделия, которое впоследствии можно калибровать по диаметру. Бесшовные трубы изготавливаются из заготовок, которые обрабатываются методом прессования или литья. В специальном оборудовании изделия обрабатываются при помощи нескольких вальцов.
Вальцовка используется для:
- изменения диаметра труби для стыковки с другими изделиями;
- обжима концов для обеспечения герметичности в местах соединений;
- профилирования — наделения изделий овальной, круглой или прямоугольной формы сечением;
- загиба трубы с определённым радиусом.
Вальцы подбираются с учётом толщины изделия. Этот метод применяется для труб из алюминия и черных металлов, а также мягких сплавов и стали.
Виды обработки трубного проката
Во время вальцовки труба размещается внутри зазора с использованием расширения, при этом диаметр проката должен быть меньше, чем отверстие. Качественное соединение достигается благодаря вальцовочному оборудованию. Наиболее часто используемым методом изменения конфигурации трубы является развальцовка, которая подразумевает увеличение диаметра в определенной части трубопровода. Цель этого процесса заключается в том, чтобы один конец трубы плотно вошёл в следующий отрезок. Обратный процесс, называемый завальцовкой, подразумевает сокращение входного отверстия.
Для создания профильных труб плоские заготовки в виде узких полос свариваются, а полученная лента наматывается на барабан. С помощью прокатного стана изделию затем придается круглая форма, и края свариваются. После этого заготовка проходит через вальцы и приобретает нужную форму. В процессе вальцовки труб можно применять как электрические, так и механические устройства. Простейшие установки для завальцовки включают два опорных вала и ручку, при помощи которой перемещается изделие, а также вал, используемый для деформации с механической подачей. Более сложные станки могут быть оборудованы электромоторами.
Оборудование, необходимое для вальцовки труб
Вальцовка труб производится с использованием инструментов нескольких категорий:
- Т — для проката диаметром 5,6–12,5 мм с ограниченной глубиной;
- СТ — для изделий с диаметром 6–11 мм с ограниченной глубиной;
- Р — для обработки труб 1,2–4 см;
- РТ — для проката с диаметром 0,55–1,15 см с увеличением показателя до 1,29 см;
- СР — для вальцовки на значительную глубину;
- 5Р — для работы с тонкостенными трубами из нержавеющей стали.
Компания
Политика по защите персональных данных пользователей
1. Предоставляя свои персональные данные при регистрации на сайте, Пользователь даёт Оператору своё согласие на обработку и использование своих персональных данных согласно ФЗ № 152-ФЗ О персональных данных от 27.07.2006 г. различными способами в целях, указанных в настоящих Правилах.
2. Под персональными данными понимается любая информация, относящаяся к прямо или косвенно определенному или определяемому физическому лицу (субъекту персональных данных) и которая может быть использована для идентификации определенного лица либо связи с ним.
3. Персональные данные Пользователей хранятся исключительно на электронных носителях и обрабатываются с использованием автоматизированных систем.
4. Оператор использует персональные данные Пользователя в целях:
— регистрации Пользователя на Сайте;
— получения Пользователем запрашиваемой информации об услугах Оператора;
— получения Пользователем персонализированной рекламы;
— для выполнения своих обязательств перед Пользователем.
5. Оператор обязуется не разглашать полученную от Пользователя информацию. При этом не считается нарушением обязательств разглашение информации в случае, когда обязанность такого раскрытия установлена требованиями действующего законодательства РФ.
6. Обработка персональных данных Пользователя осуществляется без ограничения срока, любым законным способом, в том числе в информационных системах персональных данных с использованием средств автоматизации или без использования таких средств.
7. Оператор осуществляет блокирование персональных данных, относящихся к соответствующему Пользователю, с момента обращения или запроса Пользователя или его законного представителя либо уполномоченного органа по защите прав субъектов персональных данных на период проверки, в случае выявления недостоверных персональных данных или неправомерных действий.
8. Персональные данные пользователя уничтожаются при:
— самостоятельном удалении Пользователем данных со своей персональной страницы с использованием функциональной возможности удалить аккаунт, доступной Пользователю при помощи настроек профиля;
— удалении Оператором информации, размещаемой Пользователем, а также персональной страницы Пользователя в случаях, установленных договором купли-продажи (оферта);
— при отзыве субъектом персональных данных согласия на обработку персональных данных.







