На первый взгляд, сварочный полуавтомат, использующий проволоку без газа, может демонстрировать идеальное качество шва. Тем не менее, несмотря на очевидные преимущества, данная технология также обладает рядом недостатков, о которых стоит упомянуть.
Обозначение маркировки и выбор сварочной проволоки для аппаратов полуавтоматической сварки
В данной статье мы подробно проанализируем аспекты выбора сварочной проволоки для полуавтоматических аппаратов, разберем марки и классификации этого типа расходного материала. Мы углубимся в наименования, сокращения и обозначения сварочной проволоки. Также мы проясним, чем отличается стандартная сварка проволокой от флюсовой, и вы сможете ознакомиться с днем продукции различных диаметров сварочной проволоки. В дополнение, мы предложим несколько полезных советов по выбору проволоки, подходящей для конкретных задач сварки.
Важно отметить, что существует более семидесяти семи марок сварочной проволоки, которые должны соответствовать стандарту ГОСТ 2246-70. Тем не менее, в сфере производства и строительства используется лишь небольшое количество из них; остальные марки являются специализированными и находят свое применение в таких областях, как энергетика, машиностроение, специализированное строительство и ядерная промышленность, где строго соблюдаются особые требования.
В данной статье мы сосредоточимся на более обширных нуждах, таких как сварка металлоконструкций из нержавеющего и обычного проката, а также выполнении общестроительных и кузовных работ, где стандарты достаточно унифицированы.
Наиболее распространенной и востребованной проволокой для сварочных полуавтоматов, работающих с низколегированными сталями (к которым относится более 90% металлопроката), является проволока марки 08Г2С и её аналогичные стандарты, создаваемые на множестве заводов по всему миру в соответствии с международными стандартами.
Сварочная проволока 08Г2С занимает 95% продаж расходных материалов для полуавтоматов. Эта марка проволоки доступна как в варианте без защитного покрытия, так и в омедненной версии, что обеспечивает антикоррозионную защиту. Высокая популярность этой проволоки объясняется её универсальностью и широким спектром применения, а также сравнительно низкими ценами и высоким качеством сварных соединений. Проволока СВ-08Г2С с диаметром 0,6 мм будет отличным выбором для сварочного полуавтомата Сварог MIG 160 (J35) при работе с кузовщиной и в домашнем ремонте. Кроме того, её можно использовать на более мощных устройствах с током до 500А!
Что касается проволоки для аргонодуговой сварки и газовой сварки, то она производится в виде прутков длиной обычно 100 см и представлена в основном марками СВ08Г2А и СВ-08. Эти марки сварочной проволоки прекрасно подходят для сварки швеллеров, водопроводных труб и другого металлопроката, выполненного из низкоуглеродистых сталей.
Для нержавеющей стали применяются сварочные проволоки марок СВ01Х19Н9, СВ01Х18Н10, СВ06Х19Н9Т, которые могут замещать зарубежные аналоги, такие как ER 316L Si и ER 308L.
Маркировка сварочной проволоки
Теперь, когда мы ознакомились с несколькими примерами сварочных проволок, давайте рассмотрим расшифровку обозначений, благодаря которым вы сможете самостоятельно определить назначение и состав любой сварочной проволоки.
По стандарту ГОСТ 2246-70, производство сварочной проволоки разделено на три класса из 77 марок: легированная проволока (30 марок), низколегированная сварочная проволока (6 марок), и высоколегированная сварочная проволока (41 марка).
В составе низколегированной проволоки содержится менее 2,5% легирующих элементов. Легированная проволока включает от 2,5% до 10%, а высоколегированная — свыше 10% легирующих добавок.
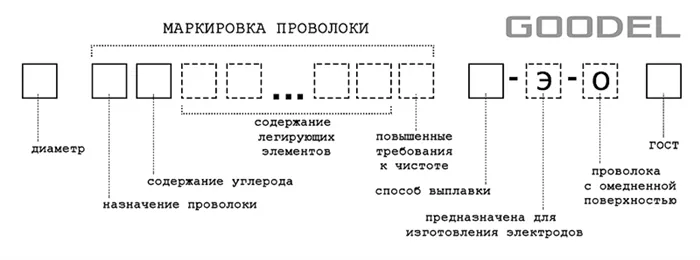
Маркировка дает возможность легко определить химический состав проволоки. Например, обозначение СB-08Г2С имеет следующую расшифровку:
Первые две буквы «СВ» обозначают, что эта проволока предназначена для сварки, следом идут цифры, которые характеризуют процентное содержание легирующих элементов в металле проволоки. В данном случае массовая доля углерода составляет 0,08%, что указывает на низкоуглеродистую природу проволоки. Символ «Г» обозначает наличие марганца, а цифра «2» указывает на его содержание. Буква «С» свидетельствует о присутствии кремния в минимальном количестве от 0,5% до 1%. Таким образом, СB-08Г2С относится к легированной низкоуглеродистой сварочной проволоке с содержанием марганца и кремния, превышающим 2,5%.
Другие обозначения в маркировке проволоки для сварки:

- «А» — обозначает наличие азота.
- «Б» — символизирует наличие ниобия;
- «В» — указывает на вольфрам;
- «Д» — свидетельствует о наличии меди;
- «М» — указывает на молибден;
- «С» – означает наличия кремния (как в нашем примере);
- «Т» — символизирует титани;
- «Х» и «Н» — обозначают хром и никель как легирующие добавки, которые обычно используются при производстве проволоки для сварки нержавеющей стали;
- «Ю» — указывает на алюминий;
- «Ф» — означает наличие ванадия;
- «Ц» — символизирует цирконий.
Важно отметить, что символ «А» в конце маркировки указывает на то, что сварочная проволока изготовлена из высококачественной стали с ограниченным содержанием вредных элементов. Двойной символ «А» (т.е. «АА») подразумевает, что проволока произведена с соблюдением самых высоких стандартов очистки, и наличие вредных элементов еще ниже.
Подробное описание
Сварочная проволока служит присадочным материалом, который используется для сварки различных деталей из алюминия и его сплавов, меди и медных сплавов, сталей и других металлов.
Проволока предоставляет в катушках различного веса, обычно составляют 1, 5, 15 или 18 кг.
Наиболее распространенные диаметры сварочной проволоки единичного сечения:
Часто используются диаметры сварочных порошковых проволок:
Эти размерные показатели полностью удовлетворяют потребностям большинства сварочных производств в Российской Федерации. Размер проволоки обычно выбирается в зависимости от решаемой задачи, величины сварочного тока и других факторов.
Об особенностях
Сварочная проволока сплошного сечения марки «КЕДР» обладает высокими сварочно-технологическими характеристиками, которые сопоставимы с европейскими аналогами. Кроме этого, использование качественной проволоки ведет к образованию минимального количества шлака на поверхности сварного шва, что снижает необходимость в последующей механической обработке соединений. Эти свойства обеспечиваются оптимальным химическим составом, включающим разнообразные легирующие элементы:
- никель;
- хром;
- марганец;
- кремний;
- сера;
- фосфор и многие другие.
Маркировка проволоки для сварки
Распространенность сварочной проволоки для полуавтоматов приводит к возникновению большого количества марок, но не все из них одинаково популярны в практическом применении. Чтобы понять, для чего предназначена та или иная марка, необходимо знать расшифровку символов и цифр в маркировке.
Российская маркировка по ГОСТу 2249-70 дает полное представление о составе материала. Например, давайте разберем наглядный случай:
СВ01Х19Н9
- «СВ» – обозначает, что это сварочная проволока;
- «01» – указывает на содержание углерода, равное 0,01%;
- «Х19» – содержание хрома до 19%;
- «Н9» – содержание никеля не превышает 9%.
Существует также американская аналогия ГОСТа, которая называется AWS, и её применяют иностранные производители. Данные, которые можно получить из маркировки, немного отличаются:
ER70S-6
- «Е» – предназначена для дуговой сварки;
- «7» – предел прочности на растяжение равен 70 ksi (1000 фунтов на квадратный дюйм), что по нашим единицам соответствует примерно 482,6 МПа;
- «0» – сварка только в плоском и горизонтальном положениях;
- «S» – обозначает сплошное сечение;
- «6» – общие рекомендации по полярности и эксплуатации.
Как подобрать диаметр сварочной проволоки
Выбор диаметра проволоки, как и электродов, основывается на двух основных критериях: толщина материала и сила сварочного тока. Например, для основного металла толщиной до 4 мм оптимально использовать проволоку диаметром от 1 до 1,2 мм. Чтобы упростить процесс выбора, вы можете воспользоваться представленной таблицей:

Типы проволоки для сварки без газа
Проволока для сварочных полуавтоматов предлагается в виде рулонов или бухт весом до 5 кг. Диаметр может составлять 0,6, 0,8, 1,0 и 1,2 мм. Сечения свыше 1 мм, как правило, предназначены для выполнения промышленной сварки в условиях без газа.

Для упаковки проволоки используется качественный материал, который не пропускает воздух. Внутри упаковки может накапливаться конденсат, поэтому перед началом работ проволоку следует просушить при температуре 200 градусов.
В продаже можно найти различные виды сварочной проволоки.
Порошковая
Данный тип проволоки выглядит как стальная трубка, заполненная порошком-флюсом. В этом наполнителе также содержатся добавки, которые минимизируют образование шлака, поэтому ведение работ можно осуществлять без применения молотков и других инструментов для последующей очистки шва.
Флюсовая проволока активно применяется при проведении сварочных работ из-за своего высокого качества соединений. С соответствующей технологией сварки можно встретить множество материалов на просторах Интернета.
Омедненная проволока
Этот вид проволоки включает в себя стальной сердечник, представляющий собой неразъемное соединение с наплавкой из углеродистых сталей. Покрытие стержня изготавливается из меди, которая наносится электрохимическим способом, тем самым предотвращая возникновение ржавчины. Стоимость такого вида проволоки сравнительно невысока, несмотря на использование цветного металла.
Нержавеющая проволока
Этот вид проволоки подходит для соединения нержавеющей стали и включает легирующие добавки. А также расходники содержат соединения марганца, фосфора и хрома. Соотношение этих элементов определяет, будет ли проволока жесткой или термостойкой.
Применение нержавеющей проволоки требует тщательной настройки параметров работы сварочного полуавтомата. Использование безгазовой проволоки для соединения нержавеющей стали нецелесообразно, так как различия в материалах и химических характеристиках могут вызывать напряжение внутри сварных соединений, что в конечном итоге приводит к образованию трещин.
Алюминиевая проволока
Этот тип проволоки предназначен для сварки алюминиевых заготовок в условиях без газа. После вскрытия упаковки, проволока не может долго храниться и ее необходимо использовать за несколько дней. При длительном контакте с воздухом на её поверхности образуется оксидная пленка, что ухудшает качество сварного шва.
Для снижения влияния оксида на качество сварки следует установить полуавтомат в режим переменного тока. В условиях без газа алюминиевые детали сваривают достаточно редко, так как для таких работ обычно используется аргоновая сварка.
Сварочная проволока с флюсовым наполнителем изготавливается в различных формах:
- Стальная пустотелая трубка с порошковым наполнителем.
- Двухслойный металлический трубопровод с порошком.
- Трубка с флюсовым наполнителем, имеющая две полости и один внутренний изгиб.
- Трубка с флюсовым наполнителем, имеющая две полости и два внутренний изгиба.
Трубка сварной проволоки имеет тонкие стенки, которые могут легко повредиться при резких рывках, натяжении или перегибе. Этот фактор следует учитывать при настройке механизма подачи электрода на полуавтоматах, а также во время работы нужно быть осторожным, чтобы не повредить стержень. Необходимо избегать действий, которые могут привести к сильному изгибу, смятию или другим повреждениям проволоки.
Технология сварки полуавтоматом без газа
Сварочный полуавтомат позволяет выполнять сварку без газа, так как содержащийся внутри проволоки флюс плавится, переходит в газообразное состояние и создает защитное облако вокруг соединяемой детали. При этом происходит испарение возможных токсичных веществ, что может привести к отравлению, поэтому при выполнении работ требуется настоятельная необходимость в хорошем проветривании помещений или проведении сварки на открытом воздухе.

Чтобы сварить полуавтоматом без газа, необходимо выполнять движения аппаратом параллельно образующемуся шву. При работе с толстыми листами материала необходимо создавать несколько слоев расплава. Первоначальный слой рекомендуется выполнять при низкой силе тока, чтобы избежать трещин. По мере заполнения сварочной ванны, подача проволоки может быть прекращена, а аппарат выключен.
После завершения шва следует подождать, пока он остынет, и только потом приступать к шлифовке.
Наивысшего эффекта при сварке можно добиться, начиная с самой верхней зоны соединяемого участка и опуская сварочный аппарат вниз по мере плавления материала. При сгорании флюса выделяется интенсивное тепло, которое поднимается вверх и обеспечивает стабильную температурную среду на всем протяжении рабочего процесса. Также стоит наклонять вверх рукоять электрода, чтобы поддерживать постоянные условия плавления и сформировать сварочную ванну.
Горелка электродугового полуавтомата должна двигаться вдоль шва плавно и без резких движений. Важно избегать возникновения наплывов металла, для чего проволока должна подаваться к передней кромке сварочной ванны.
Виды проволоки по составу
Существует несколько типов сварочной проволоки в зависимости от состава, среди которых стальная, алюминиевая, омедненная, порошковая и другие.
Каждый из этих видов проволоки предназначен для определенной области применения.
Стальная
Наиболее распространенный вид проволоки, который используется в строительстве, коммунальном хозяйстве, машиностроении и энергетике. Стальная проволока применяется для соединения, наплавки и резки под флюсом и в различных газовых средах, включая низкоуглеродистые, средние и высоколегированные стали.
Существует более 50 марок стальной проволоки. Наиболее популярные среди них:
- Св-08, Св-10Г2, Св-ЮГЛ — для сварки конструкций из низкоуглеродистых сталей;
- Св-08ГС, Св-08Г2С, Св-18ХС — для низколегированных и среднелегированных сталей;
- Св-08Х14ГНТ, Св-12Х13 — для соединения заготовок из высоколегированной стали.
В составе можно добавлять легирующие вещества, такие как хром, никель и марганец, для применения в соединении изделий из высокоуглеродистых нержавеющих сталей.
Алюминиевая
Эта проволока предназначена для полуавтоматической сварки алюминия и его сплавов с добавлением магния, кремния и меди.
Она способствует образованию сварных соединений, которые выделяются высокой прочностью и стойкостью к коррозии. Цвет получаемого шва совпадает с цветом исходного материала.
Алюминиевая сварочная проволока широко применяется в автомобилестроении, судостроении и других отраслях, где металл постоянно соприкасается с водой.
С медным покрытием
Данный вид проволоки изготавливается из низкоуглеродистых и низколегированных сталей.
Такой материал обеспечивает улучшенную проводимость, минимальное контактное сопротивление и высокую коррозионную стойкость. Среди его преимуществ:
- экологическая безопасность благодаря низкому количеству примесей;
- незначительное разбрызгивание металла при сварке;
- повышение производительности труда благодаря высокой скорости подачи проволоки.
Эта проволока особенно востребована, когда требуется высокая точность сварного шва. Она идеально подходит для аргонодуговой сварки и применяется в производстве резервуаров, трубопроводов, а также автомобилестроении и строительстве морских и речных судов.
Так как в составе такой проволоки отсутствуют элементы для защиты сварочной ванны, она применяется под углекислым газом или в смеси аргона с углекислым газом.
Порошковая
Это трубчатая самозащищенная проволока, заполненная порошковым наполнителем, который выполняет функцию флюса и заменяет газ.
Используя порошковую проволоку, сварочная зона защищена от атмосферного воздействия без необходимости в использовании газов.
Трубчатая проволока эффективна в работе на высоте или в условиях, когда невозможно доставить газовые баллоны к месту сварки.
Одним из примеров такой проволоки является марка ПП2ДС, которая позволяет выполнять сварку полуавтоматом нержавеющей стали (аустенитно-ферритные), оцинкованного железа и углеродистого проката.
Проволока должна как можно точно повторять состав соединяемых металлов.

Рисунок 5. Нержавеющая проволока бренда ESAB.
Расход углекислого газа или смеси
Защитные газы служат для предотвращения попадания кислорода в область сварки, тем самым способствуя улучшению качества соединений и повышению производительности работ.
Уровень расхода этих газов (или газовых смесей) будет зависеть от характеристик свариваемого металла, силы сварки и диаметра добавочной проволоки.
Приблизительные параметры расхода при полуавтоматической сварке можно увидеть в таблице ниже.







