Для чугуна и металлов с высокой хрупкостью рекомендуется уменьшать диаметр сверла на 0,1 мм от указанного в таблицах значения. При выполнении дюймовой резьбы важно обращать внимание на величины шага и диаметр отверстия, что подразумевается в следующих таблицах.
Нарезание резьбы — статья о метчиках
В данной статье рассматриваются резьбонарезные инструменты и особенности применения метчиков, что будет полезно тем, кто интересуется моддингом, но не имеет достаточного опыта в этой области.
Изучая материалы на сайте overclockers.ru и обсуждения на форумах, я заметил, что тема нарезки резьбы в металлах является довольно слабо изученной. Этот процесс является важным элементом многих работ с металлом, особенно в таких областях, как моддинг компьютеров и модификации различного оборудования. В этой статье я решил поделиться своим опытом и знаниями о метчиках и их применении.
Для начала, метчик (или tap) — это инструмент, предназначенный для нарезания внутренней резьбы, тогда как плашка (или die) используется для нарезания внешней резьбы, для более полной ясности об этих инструментах.
реклама
Метчики можно разделить на две основные категории: машинные метчики (machine taps) и ручные метчики (hand taps). В рамках данной статьи акцент будет сделан на ручных метчиках, поскольку машинные метчики используются в основном на станках и представляют собой специализированные инструменты, актуальные только для небольшой категории пользователей.
Основные параметры выбора метчика включают в себя тип резьбы и её шаг. Например, обозначение М8-1.25 указывает на метрическую резьбу диаметром 8 мм с шагом 1.25 мм. Стоит отметить, что существуют вариации по шагу, такие как М8-1.0. В системе, принятой в США, ситуация аналогична, но имеет свои особенности. Например, обозначение №6-32 UNC указывает, что 6 — это диаметр согласно номерной системе, а 32 — это количество нит на дюйм, что аналогично шагу резьбы. UNC обозначает грубую резьбу, а UNF — мелкую. Также стоит отметить класс UNS, который предназначен для специальных резьб. Отдельно существуют трубные резьбы, которые могут иметь конусное соединение, например, NPT и BSP.
Ручные метчики доступны для продажи как в наборах, содержащих три различных метчика, так и по отдельности. Комплект состоит из трех метчиков, а именно: начального (taper), среднего (plug) и финишного (bottoming), которые также иногда называют первым, вторым и третьим. В некоторых случаях специальные метчики могут продаваться в двух экземплярах, но обычно это необходимо только для резьбы с очень мелким шагом.
Стандартные параметры метчиков
Специальные разметочные инструменты для нарезки резьбы имеют четкие размеры, которые измеряются в нескольких параметрах. Основной индекс резьбы для метрических изделий часто указывается по дюймовой системе. Это можно легко увидеть в любом описании таких продуктов. Например, для метчиков М6 резьба выполняется сечением 1 мм, в то время как отверстие, под которое будет производиться нарезка, может иметь размеры от 4,8 до 5 мм.
Для резьбы М6 типичный основной шаг составляет 1,25 мм. Пробиваемые отверстия для изделия с диаметром 8 мм достигают значений 6,5-6,7 мм. Для более мелких конструкций, таких как М5, размеры совпадают с 0,8 мм и 4,1-4,2 мм соответственно. Заинтересовывает сравнение с крупным серийным продуктом — М24, где шаг формирования нарезов равен 3 мм, а посадочный квадрат принимает значение 1,45 мм.
Метчик М12 образует нарезы с шагом 1,75 мм. Сечение отверстия у него может составлять 9,9 или 10 мм. Для ещё меньших метчиков, таких как М10, эти параметры равны 1,5, 8,2 и 8,4 мм в минимум и максимум прохода соответственно.
В некоторых случаях используют метчики М16. Данные инструменты способны нарезать резьбу с интервалом 2 сантиметра, образуя каналы, размеры которых варьируются от 1,35 до 1,75 мм.
При необходимости создавать нарезы с интервалом в 2,5 мм используют метчики типа М20. В процессе работы они формируют проходы сечением не менее 1,5 см. Габариты и параметры работы некоторых других разметочных инструментов привести в следующей таблице. Заметьте, что вся информация относится исключительно к метрической резьбе.
Типичные размеры хвостовиков также нормированы (в миллиметрах):
- 2,5х2,1 (для метчиков не более М1,8);
- 2,8х2,1 (для метчиков М2 и М2,5);
- 3,5х2,7 (только для метчиков М3);
- 4,5х3,4 (лишь для разметочного оборудования М4);
- 6х4,9 (от М5 до М8 включительно);
- 11х9 (М14);
- 12х9 (только М16);
- 16х12 (лишь М20);
- 20х16 (для разметочных устройств М27).
Также существуют хвостовики:
Дюймовые размеры
Дюймовые размеры характерны для продукции, поступающей из США и Великобритании. Например, если сечение нарезов составляет 3/16, отверстие необходимо сверлить строго от 0,36 до 0,37 мм. Распространенные дюймовые метчики, такие как 1/4, создают канавки шириной 5-5,1 мм, в то время как для изделий класса 3/8 данные параметры составляют 7,7 и 7,9 мм соответственно. Шаг размещения нарезов (в миллиметрах) равен:
Для формата 1/2 промежутки между нарезами составляют 2,117 мм. При этом проход имеет значение 1,05 мм. Дюймовые метчики имеют шаг резьбы 3,175 мм. Диаметр отверстия достигает 2,2 см. Самые крупные модели относятся к категории 17/8, где шаг резьбы равен 5,644 мм, а диаметр отверстия составляет 4,15 см.
При этом стоит учитывать, что кроме метрических и дюймовых разметочных инструментов существуют также и инструменты, предназначенные для разметки отверстий в трубах. Для инструмента категории 1/8 дюйма количество витков нарезки равно 28 виткам на дюйм. Если же речь идет о метчике 1/2, то резьба формируется с интервалом в 14 витков на дюйм.
Сечения самих нарезов составляют 0,8566 и 1,8631 см. Для двух дюймового трубного метчика число витков нарезки составляет 11 витков на дюйм, при этом прорезанное сечение принимается равным 5,656 см.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы с использованием метчика проходил гладко и завершался качественным результатом, важна правильная подготовка к этой операции. Все методы нарезки резьбы с помощью метчика предполагают, что в обрабатываемой детали уже сделано отверстие нужного диаметра. Если нарезаемая внутренняя резьба имеет стандартные размеры, то диаметры подготовительного отверстия можно определить с помощью специальных таблиц, соответствующих ГОСТу.
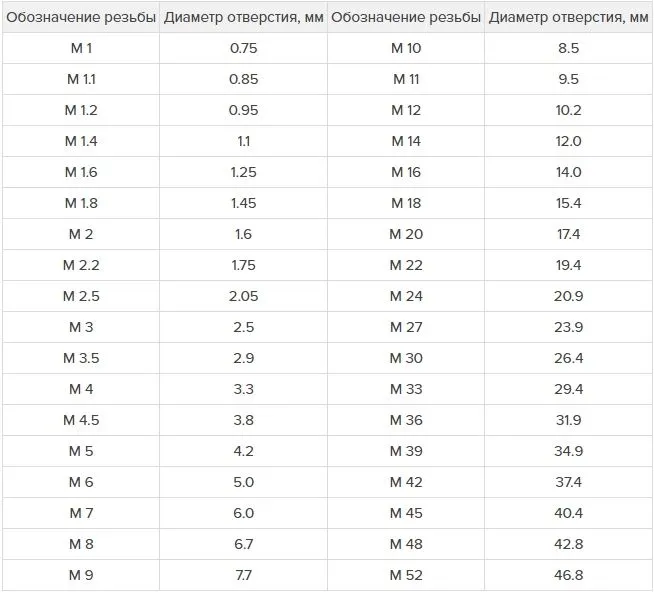
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
Если резьба, которую необходимо нарезать, не относится к стандартным, диаметр отверстия для её нарезки можно рассчитать по универсальной формуле. Сначала надо ознакомиться с маркировкой метчика, где всегда указываются тип резьбы, её диаметр и шаг, измеряемые в миллиметрах (для метрических изделий). Чтобы рассчитать размер поперечного сечения отверстия, необходимого для резьбы, следует от её диаметра отнять шаг. Например, если для нарезки нестандартной внутренней резьбы используется метчик с маркировкой М6х0,75, то диаметр подготовительного отверстия будет рассчитываться так: 6 – 0,75 = 5,25 мм.
Для стандартных дюймовых резьб также существует таблица, которая поможет выбрать сверло для их подготовки.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Не менее важным для достижения качественных результатов является не только выбор метчика для нарезки резьбы, но и правильный выбор сверла для подготовки отверстий. При выборе сверла необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без каких-либо отклонений или биений.
Угол заточки режущей части сверла подбирается в зависимости от твердости материала, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, однако это значение не должно превышать 140°.

Когда мы высверливаем глухие отверстия, необходимо внимательно контролировать глубину сверления.
Как же правильно нарезать резьбу? Прежде всего, нужно подбирать нужные инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, которые могут работать на низких оборотах;
- сверло, диаметр которого определяется или подбирается по справочным таблицам;
- сверло или зенковку для снятия фаски с кромки подготовленного отверстия;
- комплект метчиков нужного размера;
- ручной держатель для метчиков, также известный как вороток;
- слесарные тиски для фиксации изделия, в котором требуется нарезать резьбу;
- керн;
- молоток;
- машинное масло или другое смазочное средство, которым в процессе обработки должны смазываться как метчик, так и участок резьбы, который он нарезает;
- ветошь для поддержания чистоты рабочего места.
Особенности технологии
При нарезке внутренней резьбы метчиком следует придерживаться следующего алгоритма действий.
- В том месте, где будет сверлить отверстие для нарезки резьбы, должно быть сформировано углубление для достижения точного захода сверла, что делается с помощью керна и молотка. Сверло устанавливается в патрон электрической дрели или сверлильного станка, на которых выставляются невысокие обороты вращения. Перед началом сверления режущая часть сверла должна быть смазана: смазанное сверло легче входит в материал и вызывает меньшее трение при обработке. Для смазки можно использовать кусочек свиного сала или солидол, а для обработки вязких материалов оптимально применять машинное масло.
- Если требуется нарезать резьбу в небольших деталях, их следует предварительно зафиксировать в слесарных тисках. Начинаем сверление, убедившись, что инструмент, установленный в патроне, расположен строго перпендикулярно к поверхности обрабатываемого изделия. Важно регулярно смазывать метчик и следить за его положением, чтобы предотвратить перекос и обеспечить движение строго в заданном направлении.
- На входе в готовое отверстие нужно снять фаску, глубина которой должна составлять от 0,5 до 1 мм (в зависимости от диаметра). Для этой процедуры можно использовать сверло большего диаметра или зенковку, установленную в патрон сверлильного инструмента.
- Нарезка внутренней резьбы начинается с метчика №1, который устанавливается в вороток. Не следует забывать о смазке, которая должна быть на метчике перед началом работы. Положение метчика относительно обрабатываемого отверстия необходимо установить в самом начале, так как позже, когда инструмент окажется внутри отверстия, исправить это будет невозможно. Во время нарезки резьбы метчиком, соблюдайте правило: 2 оборота метчика по ходу нарезания резьбы и 1 оборот против. При повороте метчика назад, стружка сбрасывается с режущей части, что уменьшает нагрузку на него. Нарезка резьбы плашкой выполняется по аналогичному принципу.
- После завершения нарезки резьбы метчиком №1, в вороток устанавливается метчик №2, за ним — метчик №3. Обработка осуществляется согласно ранее описанному методу. При работе с метчиками и плашками необходимо ощущать момент, когда инструмент начинает работать с усилием. Как только возникает такое напряжение, следует прокрутить вороток в обратном направлении, чтобы сбросить стружку с режущей кромки инструмента.

Чем тверже материал, тем более обильным должно быть смазка метчика в процессе нарезки резьбы.
Прежде чем выполнять нарезку внутренней резьбы с помощью метчика или нарезать резьбу плашкой на наружных поверхностях, стоит хорошо изучить эти процедуры и строго придерживаться их рекомендациям. Только в этом случае можно ожидать высокой точности и качества результата.
Как выбрать метчик для резьбы
Теперь рассмотрим, как правильно выбрать метчик для нарезки резьбы. При этом учитывают следующие ключевые характеристики:
- система измерения диаметра (дюймовая или метрическая);
- число заходов инструмента (один, два, три);
- форма профиля (прямоугольная, трапециевидная, треугольная);
- сторона вращения винта (левая или правая);
- место размещения резьбы на детали (внутри или снаружи);
- форма детали (конусовидная или цилиндрическая).
Для исправления сорванной резьбы в большинстве случаев используют одиночные метчики, тогда как для создания новой резьбы предпочтительно выбирать наборы, которые включают в себя черновой, средний и чистовой метчик.
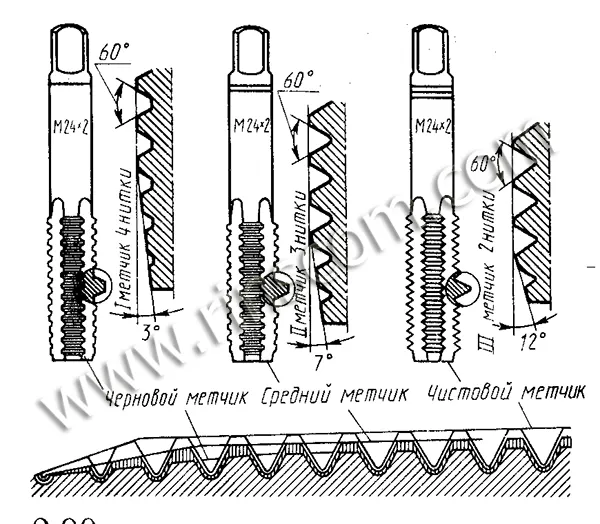
Изображение № 3: Стандартный набор метчиков из трех инструментов
Первый метчик предназначен для нарезания черновой резьбы, второй — для её углубления, третий — для доведения до чистовой формы. Чтобы различать инструменты в наборе, обратите внимание на риски хвостовых частей.
- Первый метчик имеет обрезанные верхушки зубьев и меньший внешний диаметр, чем у остальных инструментов в наборе.
- Второй метчик имеет короткие зубные сегменты с удлинёнными гранями, а его диаметр чуть больше, чем у чистового метчика.
- Третий метчик обладает полным гребнем зубцов и совпадает по диаметру с габаритами будущей резьбы.
При расчете будущего диаметра отверстия можно использовать формулу:
D отверстия = D метчика * 0,8
В дальнейшем можно обратиться к таблице для выбора нужного размера.

Таблица № 3: Соответствие диаметров резьбы и подготовительных отверстий
Частые вопросы
В какой последовательности должны использоваться метчики?
Метчики следует использовать в следующем порядке: черновой, получистовой и чистовой. Для лучшего формирования первого прохода рекомендуется использовать вороток, который обеспечивает эффективную передачу усилий и позволяет быстрее нарезать резьбу.
Как проверить перпендикулярность хода метчика?
Для контроля перпендикулярности хода инструмента можно воспользоваться угольником. Также допускается использование лазерного нивелира, установленного в плоскости обрабатываемой детали.
Обязательно ли применять смазку при нарезке резьбы в бронзе и чугуне?
Процесс нарезки резьбы в бронзовых и чугунных деталях можно производить без применения смазки, однако важно обеспечить качественное отведение стружки.
Как правильно работать со сталью, латунью, алюминием и медью?
При работе с сталью и латунью используется льняное масло для смазки. Для нарезки резьбы в алюминиевых заготовках рекомендуется применять керосин, а для медных — скипидар.
В чем различия между машинным и ручным метчиком?
Машинный метчик предназначен для механизированной нарезки резьбы и устанавливается в патрон инструмента. Ручной метчик фиксируется в метчикодержателе и нарезает резьбу через усилия, прилагаемые мастером.
Каковы отличия метчиков для глухих и сквозных отверстий?
Инструменты отличаются конфигурацией заходной части. Метчики для глухих отверстий имеют удлинённую входную часть, что позволяет нарезать резьбу до дна проема. Канавки для отвода стружки в метчиках для глухих отверстий выполнены в спиралевидной форме, в то время как для сквозных проемов они имеют линейную форму.
Мы предлагаем скидки на инструменты и только полезную информацию!
Мы готовы изготовить и поставить уникальные виды инструмента по вашему заказу!
Адрес основного представительства:
117418, г. Москва, ул. Новочеремушкинская, д.52, к.2, э.1, пом.IV, к. № 1
- Бонусная система
- Хиты
- Новинки
- Как сделать заказ
- Доставка инструмента
- Возврат товара
- Вопросы и ответы
- Служба контроля качества
- Политика конфиденциальности
- Условия продажи




Вся информация на сайте является собственностью интернет-магазина rinscom.com. Публикация информации с сайта rinscom.com без разрешения владельцев запрещена. Изображения товаров на фотографиях, представленных на сайте, могут отличаться от оригиналов.
- Фрезы по металлу
- Сверла по металлу
- Резьбонарезные инструменты
- Развертки
- Зенкера и зенковки
- Пластины твердосплавные
- Резцы токарные
- Абразивные инструменты
- Алмазные инструменты
- Измерительные инструменты
- Наборы инструментов
- Оснастка и приспособления
- Промышленные компоненты
- Режущие инструменты
- Ручные инструменты
- Слесарные инструменты
- Автомобильный инструмент
- Горюче-смазочные материалы
- Пневмоинструменты
- Садовый инвентарь
- Сверлильные станки
- Силовое оборудование
- Электроинструмент
- Бренды
- Деревообработка
Этапы нарезания резьбы машинно-ручным метчиком
Следует учитывать порядок выполнения работ:
- Первый шаг — это разметка в соответствии с чертежами.
- По намеченным отметкам производится кернение остро заточенным инструментом — керном.
- Сверление выполняется с умеренным нажимом на невысоких оборотах. При этом дрель должна находиться под прямым углом к обрабатываемой поверхности. Перед началом работы сверло обязательно смазывается. Если глубина отверстия велика, то смазывание необходимо проводить не только перед началом работы, но и в процессе. Глубина глухого отверстия должна превышать длину нарезаемой резьбы — это позволяет избежать неполной нарезки.
- Улучшение качества результата достигается за счет обработки зенкером, что снижает конусность и обеспечивает равномерность боковых поверхностей.
- Метчик закрепляется в воротке, его кончик смазывается, и он вставляется в отверстие строго под прямым углом к поверхности. Во время первого оборота нажимают ненавязчиво на вороток. После первого оборота вперед следует сделать половину оборота назад для устранения стружки. Необходима особая осторожность при работе с универсальными инструментами — они могут быть хрупкими и легко повреждены. Легче работать с комплектными моделями.
Полезные советы
- Чтобы правильно нарезать резьбу в металл состою с низкой твердостью и высокой вязкостью, таких как алюминий, его сплавы, медь и баббиты, рекомендуется периодически вынимать метчик для очистки каналов от налипшей стружки.
- При работе с комплектными моделями обязательно использовать полный набор. Отклонение от последовательности может ухудшить качество нарезки и даже привести к поломке метчика.
- Для предотвращения перекоса метчика через каждые 2-3 витка проверяйте вертикальность его положения с помощью угольника. Это особенно актуально для глухих и мелких отверстий.
В процессе необходимо использовать смазочные и охлаждающие жидкости:
- в стальных изделиях — эмульсии, льняное масло или олифу;
- в элементах из алюминия и его сплавов — керосин;
- при обработке меди — скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.







