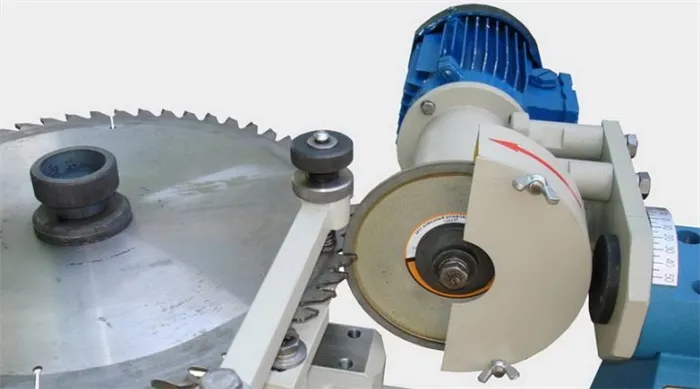
С помощью специализированного оборудования можно осуществлять обработку даже покрытий из твердых сплавов. При этом зернистость заточного диска может изменяться. Например, если диаметр диска составляет 126 мм, рабочая частота может достигать 2300 оборотов в минуту.
Заточка дисковых пил с твердосплавными напайками
Дисковые пилы являются важными инструментами, используемыми в деревообрабатывающей промышленности и строительных работах. Они способны работать с различными материалами, и качество среза делает их незаменимыми. Со временем возникает необходимость в восстановлении резцов пилы, что позволяет значительно продлить срок службы режущего инструмента, обеспечивая его эффективность и надежность.
Необходимость заточки пил
Дисковые пилы востребованы как в домашних условиях, так и в производственной среде. Они незаменимы при строительстве, создании мебели, нарезке досок и бруса. Эффективная заточка циркулярной пилы требует определенных навыков и знаний.
Циркулярные пилы имеют ряд преимуществ по сравнению с другими видами режущего инструмента:
- цепные;
- сабельные;
- продольные.
Дисковые циркулярные пилы обладают высокой производительностью и значительно большим сроком службы. Процесс заточки дисков является важным этапом, без которого инструмент не сможет обеспечивать качественную работу. Благодаря разнообразным насадкам с твердосплавными напайками и победитовыми покрытиями такой инструмент позволяет проводить раскрой как древесины, так и металлов.
Для заточки дисков с различными насадками требуется специализированное оборудование. Если процесс заточки будет выполнен с учетом всех правил, это значительно увеличит срок службы инструмента.
Своевременная заточка дисковых пил осуществляется, когда проявляются следующие признаки:
- Двигатель испытывает чрезмерные нагрузки. Это происходит из-за того, что затупились зубья, и двигателю необходимо больше усилий для качественной обработки материала. В случае повреждения диска, при отсутствии защитного реле, станок может выйти из строя.
- На срезе появляются щербинки и сколы, а сам рез становится значительно шире. Это явный сигнал, что инструмент требует обслуживания.
- Возникает неприятный запах горелого материала, а на линии среза проявляются темные пятна.
- Увеличивается время, необходимое для обработки деталей.
Определение и предназначение циркулярной пилы
Циркулярная пила, или дисковая пила, представляет собой инструмент, рабочая поверхность которого выполнена в виде диска. Диск может варьироваться по толщине и диаметру в зависимости от его назначения. Края диска оборудованы острыми зубьями, форма которых может различаться:
- Прямые вертикальные зубцы;
- Скошенные зубцы;
- Зубцы в форме трапеции;
- Зубцы, напоминающие конус.
Циркулярные пилы используются, когда необходимо распилить большие объемы древесины. Они подходят как для работы с твердыми, так и с мягкими породами дерева. Кроме того, с их помощью можно обрабатывать такие материалы, как фанера и древесно-стружечная плита. Когда диск вращается, зубцы врезаются в материал и начинают его распиливать. Опытные пильщики утверждают, что использование циркулярной пилы намного удобнее, чем работа с традиционной пилой, которая представляет собой горизонтальную металлическую пластину с зубьями и ручками из пластика.
Дисковая пила часто находит применение:
- На пилорамах;
- При строительстве деревянных конструкций;
- Во время ремонта в жилищах;
- При заготовке древесины.
Рабочая поверхность таких инструментов обычно оснащена твердосплавными напайками, что позволяет избежать деформации зубьев при работе с твердыми породами древесины. Тем не менее, со временем зубья любой дисковой пилы начинают затупляться. И когда это происходит, необходимо провести процесс заточки инструмента.
Процесс заточки дисков
Опытные мастера способны быстро определить, когда зубья начинают терять свою остроту. Это можно заметить по следующим признакам:

- Визуальная деформация зубцов (например, отдельные зубчики могут быть искажены или даже сломаны);
- При распиливании мастеру приходится прикладывать значительное усилие, чтобы инструмент работал эффективно;
- Некоторые опытные пильщики проверяют остроту зубцов на ощупь, однако этот метод нежелателен, поскольку любое неосторожное прикосновение к зубцам может привести к травмам;
- Пила издает неприятные звуки, такие как скрип или треск во время работы. Во время распила отчетливо слышно, как скрипит древесина.

Если зубья затупились, необходимо как можно скорее заточить пилу. Многие домашние мастера ошибочно полагают, что травму от острого инструмента можно получить быстрее, чем от тупого. На самом деле ситуация обстоит иначе. Этот парадокс объясняется тем, что при работе с тупой пилой приходится прикладывать значительное физическое усилие. Если неправильно рассчитать силу или направить ее не в том направлении, легко можно повредить руку. Работая же с остро заточенным инструментом, никаких дополнительных усилий не требуется; важны точность и аккуратность движений.
Заточка с использованием специализированного станка
Наиболее удобным способом заточки дисковой пилы является использование специального станка, предназначенного для этих целей. Такие станки могут иметь довольно высокую стоимость. Приобретение точильного станка имеет смысл только в том случае, если мастер занято ежедневно и ему необходимо перерабатывать большие объемы древесины. Также стоит отметить, что услуги по заточке дисков предлагаются во множестве специализированных магазинов. Процесс заточки на станке напоминает работу гончарного круга, где пильный диск вращается в строго горизонтальном положении. Процесс заточки включает несколько этапов:
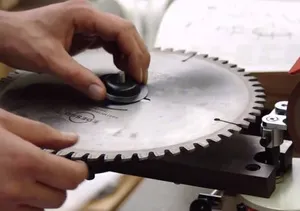
- Точильщик берет маркер и делает отметку на зубце, который будет обрабатываться первым;
- Диск устанавливается на станок;
- Точильщик включает механизм и приступает к работе;
- Заточка происходит поочередно: сначала обрабатывается первый зубец, затем третий, пятый и так далее. Таким образом, обрабатываются все вторые зубья;
- После завершения первого раунда заточки начинается второй, в ходе которого будут заточены все зубцы, которые не были обработаны в первый раз;
- Этот цикл повторяется несколько раз в зависимости от количества зубцов на диске. Для небольших дисков может понадобиться всего два-три цикла, однако для больших дисков с большим количеством зубцов процесс может занять значительно больше времени, что также зависит от мощности и скорости работы точильного станка.
Заточка дисковых пил на специальных станках очень удобна. Но важно соблюдать технику безопасности и никогда не вносить изменения в положение пильного диска, пока станок работает. Все манипуляции с диском следует производить только при остановленном точильном станке.
Разновидности пил
Для работы с дисковыми пилами используется несколько типов устройств. Находя место под ручные пилы, обычно применяются профессиональные модели, хотя кустарные варианты встречаются редко. Стационарные циркулярные пилы, как правило, могут работать как с фабричными, так и с самодельными дисками.
Если говорить о профессиональном инструменте, то для него предпочтительно использовать:
- Пилы с твердосплавными напайками, чаще всего изготовленные из победита — тугоплавкой стали, используемой в режущем инструменте.
- Пилы с закаленными зубьями.
- Универсальные пилы, сделанные из инструментальной стали.
- Инструменты, специально предназначенные для работы с такими материалами, как фанера, пластик, асбестоцементные плиты или даже камень.
Каждый из этих типов инструмента имеет свои особенности как в использовании, так и в его обслуживании.
Важно! Процесс заточки дисковых пил каждого типа имеет свои уникальные особенности, и крайне важно знать и строго соблюдать технологию и последовательность работ.
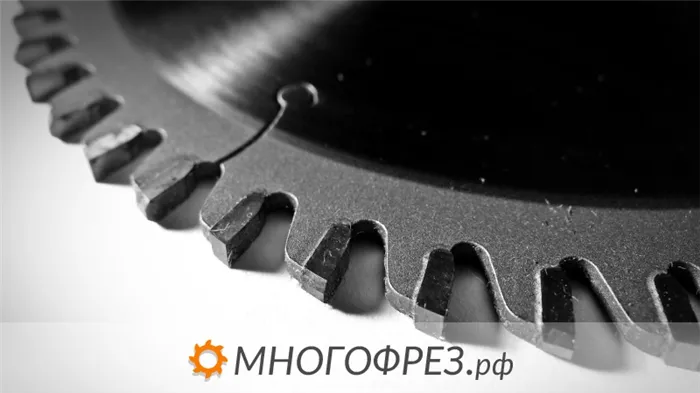
Геометрия твердосплавных зубьев
Зубья пил, как из быстрорежущей стали, так и оснащенные твердосплавными напайками, обладают особой формой. Некоторые из них имеют вид равнобедренного треугольника, другие — серповидную форму, а третьи могут быть выполнены в форме трапеции. Каждая форма зуба выполняет несколько функций.
Во-первых, каждая форма зубьев включает наличие нескольких поверхностей, образующих режущие кромки. Во-вторых, форма зуба зависит от назначения инструмента: мелкий ровный зуб подходит для раскроя листовых тонких материалов, а трапециевидный зуб более эффективен при работе с твердыми породами древесины. В-третьих, форма зуба влияет на срок службы инструмента: например, трапециевидные зубья служат гораздо дольше, чем прямые или серповидные.
Для бытового использования обычно применяются диски с такими зубьями:
- Прямые зубья — предназначены для чернового раскроя материалов и обеспечивают быстрый распил;
- Наклонные и серповидные зубья — подходят для работы с тонкими материалами;
- Зубья со скосом предназначены для чистового реза;
- Трапециевидные зубья лучше подходят для длительной работы с материалами разной плотности;
- Конусные зубья отлично подходят для чистовой обработки материалов с гладким или глянцевым покрытием.
Как видно, самостоятельно заточить такие диски, не обладая знаниями технологий заточки, весьма проблематично. Особенно затруднительно поддержать правильный угол, чтобы обеспечить единую геометрию режущей кромки и форму самого зубца.
Неправильная заточка диска циркулярной пилы может привести к тому, что рез будет неровным и с кривыми краями. В худшем случае, из-за возникшего биения, может понадобиться ремонт самой электропилы.

Правила заточки
Перед началом заточки эксперты рекомендуют тщательно очистить поверхность инструмента от пыли и грязи. При этом рекомендуется использовать моющие средства, избегая механической очистки. Заточке подлежит не только отдельные участки, но и все рабочие поверхности инструмента.
При заточке дисковых пил по дереву допускается снимать металл толщиной от 0,05 до 0,15 мм. Один диск можно затачивать до 25 раз. После этого его использование может стать небезопасным. Для заточки обычно применяют специализированные станки или ручные напильники.
В компании «Многофрез» вам будут рады не только помочь подобрать качественные инструменты для древесной обработки, но и предоставить консультации по вопросам, касающимся того, когда и как проводить заточку пильного диска с твердосплавной напайкой.
Ошибки при заточке дупловидного профиля
Общие дефекты:
- Неполный износ боковых кромок. Это может быть вызвано слишком малым диаметром заточного круга или недостаточной глубиной его заглубления;
- Неправильное равномерное снятие слоя металла из-за смещения центра — это может быть следствием неправильной центровки шлифовального круга относительно профиля грани или несимметричного расположения профиля передней грани зуба;
- Различная высота боковых режущих кромок, что может быть вызвано боковым смещением заточного круга из-за ошибки в настройках станка;
- Скол наружных углов. Возможная причина — слишком высокая скорость вращения диска или его биение, отсутствие смазывающего охлаждающего инструмента (СОЖ), либо гранулометрия шлифовального круга слишком крупная.
Безопасность при работе
Работа с быстро вращающимися инструментами, особенно с наждачными, отрезными кругами, а также с циркулярными пилами и фрезами, относится к высокой категории опасных работ. Поэтому важным этапом обслуживания станков и проверки исправности самих дисков является обязательная проверка на наличие дефектов перед началом работы. Любые обнаруженные дефекты должны стать основанием для прекращения работы с неисправным инструментом.
- Трещины на корпусе;
- Трещины в посадочных или технологических прорезях;
- Сколы или отлом зуба;
- Уменьшение толщины металла в какой-либо части инструмента.







