Для эффективной пайки алюминия рекомендуется использовать специальные припоев, изготавливаемые из таких металлов, как алюминий и цинк. Эти материалы могут включать различные добавки, что способствует увеличению их функциональных характеристик и качеств.
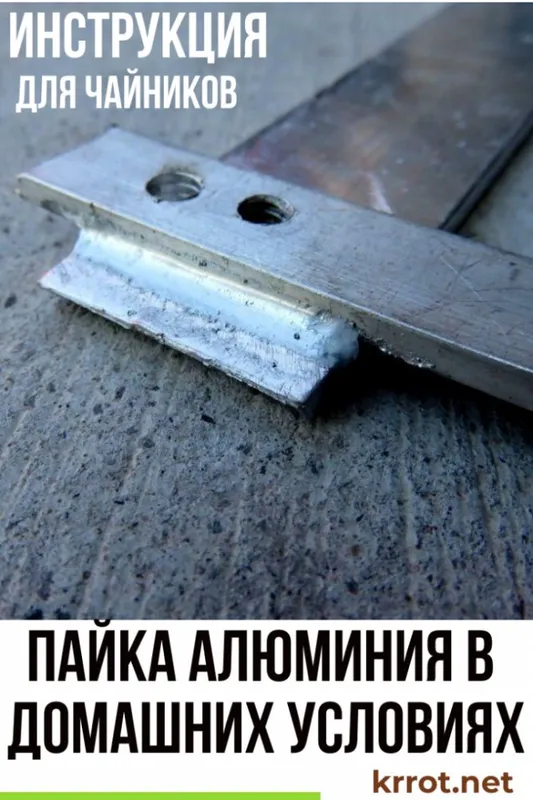
Методы пайки алюминиевой канистры в домашних условиях
Есть много различных подходов, которые можно применить, используя подручные средства, при этом каждый из них проверен временем и опытом.
Не стоит терять время на советы вроде «отнесите канистру на сварку аргоном» или «используйте специальный припой для алюминия» — это само собой разумеется!
комментировать
в избранное
charl e 3.7K
более года назад
Устранение трещин в алюминиевой канистре для топлива — это вполне осуществимо.
Появление трещины в канистре для бензина — это весьма серьезная проблема, особенно во время длительных поездок. Неприятность может проявиться в самый неподходящий момент, когда вы, например, заправляете канистру на автозаправочной станции. Это касается любого материала, из которого может быть изготовлена канистра – будь то пластик, сталь или алюминий.
Хотя я сосредоточен на том, чтобы указать на несколько способов решения проблемы, расскажу о своем личном опыте как инженер-механик с более чем 35-летним стажем.
Допустим, вы заметили течь—будь это капля или струя (что, конечно, не является желаемым вариантом)—возникшую на одной из поверхностей канистры, наполненной бензином, под пробкой.
Понятно, что такая ситуация — это результат ненадежного использования:
Но у нас есть отличный план.
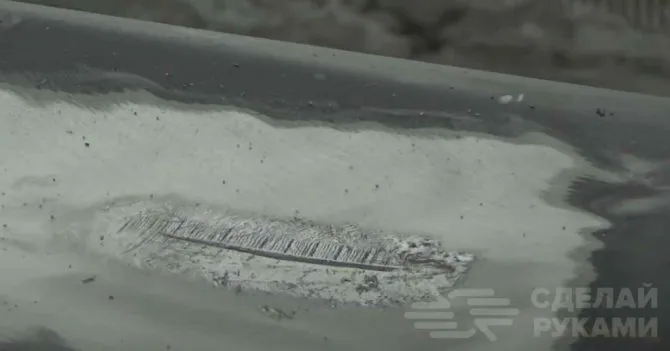
Прежде всего, переверните канистру так, чтобы поврежденная поверхность оказалась сверху, и идите к автомобилю. Открываете аптечку первой помощи и достаете из нее водостойкую наждачную бумагу, армированный скотч и кусок хозяйственного мыла.
Сначала очищаем место повреждения, оставляя по 30-40 мм на каждом краю. После очистки аккуратно натираем поврежденное место мылом. Затем возвращаем канистру в ее привычное положение. Если бензин продолжает протекать, добавляем мыло до полной остановки течи. Убедившись, что утечка полностью остановилась, прикрываем это место несколькими слоями армированного скотча для защиты от влаги. Принцип работы «мыльного ремонта» заключается в том, что щелочные соли жирных кислот, находящиеся в мыле, вступают в реакцию с бензином и образуют достаточно прочный конгломерат, напоминающий пластик. Благодаря этому течь надежно блокируется. Таким образом, можно отремонтировать канистру (или даже бензобак) вне зависимости от материала: алюминий, сталь или пластик.
Использовать отремонтированную канистру можно в течение длительного времени, и есть высокая вероятность, что вы доберетесь до своего гаража или мастерской, не меняя изначальных планов по поездке.
В заключение, напомню, что единственный способ заделать трещину в алюминиевой канистре я уже описал. Рекомендую использовать отличное средство для розжига костра из влажных дров, особенно в условиях очень низких температур. Я постоянно передвигаюсь в районах, которые находятся севернее 67 параллели, и это средство не раз помогало мне в критических ситуациях.
Для подготовки розжига вам понадобится пластиковая бутылка объемом 250-300 мл, кусок обычного хозяйственного мыла и автомобильный бензин. Мыло следует натереть на крупной терке и насыпать в бутылку, не слишком утрамбовывая — оставив примерно половину объема свободным. Затем бутылку нужно заполнить бензином, закрутить крышку и оставить на некоторое время. Спустя некоторое время в бутылке образуется достаточно вязкая масса, напоминающая пасту, и ваш розжиг готов. При планировании поездок на загородный пикник настоятельно рекомендую иметь в аптечке две-три таких бутылки… они могут пригодиться.
Вот и все. Удачи на вашем пути!
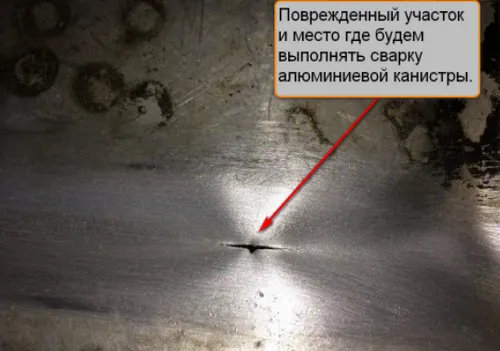
Сварка алюминиевой канистры
Если у вас есть необходимость в ремонте алюминиевой канистры или любой другой емкости, изготовленной из алюминия, нужно помнить о том, что важен именно материал, из которого она изготовлена. Это влияет на выбор типа электрода для сварки.
Неприятно это слышать, но сварка алюминия в наши дни стала обычным делом, возможно, поэтому такая категория электродов и стала настолько популярной. Алюминиевые сплавы широко используются, и без них невозможно обойтись во множестве изделий. За счет низкой плотности, прочности и чистоты, алюминий находит применение в:
- — пищевой промышленности;
- — химической;
- — электротехнической.
Следует также отметить, что по прочностным характеристикам алюминий может даже превзойти чугун, сталь и титан. К нескольким видам металлов можно отнести те, что имеют показатели прочности выше алюминия.
Каким образом заварить алюминиевую канистру? Прежде всего, вам нужно подготовить ту часть, которую вы собираетесь заваривать. Кроме того, важно тщательно подготовить обе поверхности для сварки — это является ключевым шагом для получения качественного результата. Все довольно просто: используйте металлическую щетку, чтобы удалить окисную пленку с поверхности. После этого обязательно обезжирьте обе поверхности с помощью специального растворителя. Сварку следует проводить в течение трех часов; иначе вам придется повторять все процедуры заново. Учтите, что если вы очистите металл сейчас, а будете варить его, скажем, завтра, это приведет к тому, что никакого результата вы не получите.
При сварке алюминия используются графитовые или угольные электроды, которые обеспечивают высококачественное соединение в кратчайшие сроки. Однако, существует множество методов, поэтому также возможно использование дуговой сварки с металлическими электродами, покрытыми фтористыми солями или хлористыми соединениями. В любом случае результат останется неизменным, если вы будете придерживаться технологий.


Для качественного выполнения сварки алюминиевой канистры, вам необходимо использовать сварку, где электроды плавятся. Эта сварка осуществляется благодаря току обратной полярности, что позволяет заваривать канистру даже в труднодоступных местах, если трещина образовалась в сложной зоне. Однако имейте в виду, что если вы свариваете сплавы, структура может измениться, что в последствии скажется на свойствах шва.
Алюминий обладает эклектичными свойствами: металл быстро остывает, и работать с ним надо на профессиональном уровне. Если вы будете пренебрегать технологиями и основами, ваш шов может потрескаться. Следуйте этим рекомендациям и не забывайте о важности инструкций — это поможет вам достичь успеха!
Особенности процесса
Пайка алюминиевой канистры в домашних условиях возможна. Однако для этого потребуется использование специализированных материалов и инструментов, а также моральная готовность к достаточно трудоемкому процессу. Причина заключается в том, что канистры из такого материала имеют специфические характеристики.
- Алюминий плавится при сравнительно низкой температуре — примерно 660 градусов по Цельсию.
- На очищенных участках металла для пайки практически мгновенно образуется оксидная пленка, которая препятствует устранению трещин.
- Алюминий быстро нагревается при пайке и теряет свою прочность.
- Для устранения трещин можно использовать практически любое вещество, но необходимо правильно подобрать его температуру и связывающие масла.
Важно не только правильно определять флюсы и материалы для пайки, но и надлежащим образом подготовить сам металл для грядущих работ. Кроме того, различные типы канистр, в зависимости от их наполнителя, требуют применения различных методов пайки.
Выбор припоя
Существуют разнообразные виды припоев, которые могут быть использованы для пайки алюминиевых изделий. При выборе конкретного припоя важно учитывать, что его вид зависит от толщины канистры и материалов, которые в ней хранились. Например, канистру, в которой был бензин, нельзя паять припоем на основе олова: существует риск возгорания. В остальных случаях олово может использоваться, но только при правильном выборе нагревательного оборудования. Чем большую площадь алюминия потребуется залатать, тем более мощным должно быть приспособление.
Важно исключить использование легкоплавких припоев, содержащих:
Они не обеспечивают надежного соединения. В то же время наилучшим выбором будет припой на основе цинка. Этот вариант обеспечивает наивысшую степень соединения. После него следует выбирать либо олово, либо цинк.
Процесс пайки алюминия в домашних условиях


С учетом вышеописанных факторов, выполнить пайку алюминия с использованием стандартных средств действительно сложно. Однако могут помочь сильнодействующие флюсы в сочетании с использованием специализированных припоев. Рассмотрим эти материалы подробнее.
Припой
В качестве основного компонента легкоплавкого припоя часто используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Однако отсутствие растворимости алюминия в этих металлах (за исключением цинка) делает соединения ненадежными.
Применение активных флюсов и правильная обработка зон соединения позволяют использовать оловянно-свинцовый припой, но такого варианта лучше избегать. Это связано с тем, что соединение, выполненное на основе системы Sn-Pb, имеет плохую устойчивость к коррозии. Нанесение лакокрасочного покрытия на место пайки может решить эту проблему.
Если речь идет о пайке алюминиевых изделий, целесообразно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например, вариант 34A, состоящий из 66% алюминия, 28% меди и 6% кремния, или более популярный ЦОП-40, в составе которого 60% олова и 40% цинка.
Припой отечественного производственного стандарта – ЦОП-40
Обратите внимание, что чем выше процентное содержание цинка в составе припоя, тем прочнее будет соединение и тем выше будет его коррозионная устойчивость.
Высокотемпературным считается припой, состоящий из меди, кремния и алюминия. Например, упомянутый раньше отечественный припой 34A или его иностранный аналог Aluminium-13, в котором содержится 87% алюминия и 13% кремния. Это позволяет осуществлять пайку при температуре от 590 до 600°С.

Aluminium-13 производится компанией Chemet.










Особенности процесса пайки
Поверхность алюминиевых изделий покрыта оксидной пленкой, которая обладает высокой химической стойкостью и плавится при температуре, в два раза превышающей температуру плавления чистого металла. При температурах между +250 °C и +300 °C алюминий становится недостаточно прочным и может плавиться. Минимальная температура плавления оксидной пленки составляет +500 °C.
Когда пайщик работает с соединяемым материалом, под наружным слоем начинается плавление самого алюминия. Поэтому необходимо учитывать негативное влияние оксидного слоя. Все методы направлены на удаление этой пленки и улучшение адгезионных свойств.
Способы удаления оксидной пленки:
- механический — использование абразивных инструментов для очистки;
- химический — применение особых флюсов;
- электрохимический — основан на использовании электролиза.
Оба эти метода выполняются только в среде, где отсутствует доступ кислорода.
Заклепка
Если у вас под рукой нет клея, но имеется достаточный инструментарий для работы по металлу, можно сделать заклепку. Вам понадобятся:
- хороший молоток (он должен плотно сидеть на рукоятке);
- слесарная ножовка;
- зубило;
- плоскогубцы;
- тиски;
- кусачки;
- наковальня;
- металлическая плита;
- толстая проволока — медная или алюминиевая.
Порядок выполнения ремонта канистры:
- Отрежьте кусок проволоки длиной 10-12 см.
- Зажмите его в тиски.
- Легкими ударами молотка расплющите один конец, чтобы образовалась шляпка, которая будет превышать размер отверстия.
- Вставьте свободный конец проволоки в отверстие так, чтобы шляпка закрыла его.
- Обрежьте свободный конец.
- Расплющите свободный конец так, чтобы с другой стороны тоже появилась шляпка, перекрывающая отверстие.







