Кроме того, использование горелки обеспечивает удобство прогрева деталей во время пайки, позволяя избежать прямого воздействия на сам припой. Среди компактных моделей, предназначенных для домашнего использования, стоит обратить внимание на такие бренды, как Yarboly с соответствующей насадкой и Iris Barselona с пьезоподжигом. Также следует отметить популярные горелки-насадки с соплом, которые крепятся на газовый баллон.
Пайка латуни
В нашей практике часто требуется работать с латунными деталями, которые обладают хорошими свойствами обработки, легкостью пайки и возможностью чернения. Многие мастера используют для этого обычный оловянный припой вместе с паяльником. Однако, несмотря на простоту этого метода, существует три серьезных недостатка: шов получается белым и заметным, создать тонкий шов с первого раза удается тоже не всем, и сам шов оказывается относительно слабым — при изгибе он может легко разойтись. К тому же, во время чернения олово может вести себя иначе, чем латунь, в результате чего шов станет совершенно другого цвета или оттенка. В данной статье мы рассмотрим более надежный способ пайки латуни с применением газовой горелки, специального припоja и флюса. Получаемый шов будет практически неотличим по цвету от основных деталей, обеспечивая более прочное соединение, химически близкое к латунным составам, чем олово.
Для пайки вам потребуются следующие материалы и инструments:
— газовая горелка;
— асбестовое основание;
— графитовый тигель (ванна);
— серебро;
— медь;
— бура;
— борная кислота.
Прежде всего, нужно изготовить припой. Он будет состоять из 2 частей серебра и 1 части меди. Необходимо сплавить серебро и медь, что можно сделать с помощью газовой горелки. Для этого отмерьте нужное количество серебра и меди, поместите их в графитовый тигель и нагрейте горелкой. Тигель можно изготовить, например, из троллейбусных контактов, которые в изобилии находятся на конечных остановках. Размер тигеля может составлять примерно 20х50 мм, а канавка — 5х40 мм полукруглая, чтобы упростить извлечение получившегося штапика припоя — для этого тем горячий тигель следует опустить в воду. Когда оба металла расплавятся, перемешайте их, используя стальную проволоку или крючок. На самом деле, можно сначала расплавить медь (так как это более тугоплавкий металл), а затем добавить серебро в расплавленную медь. Или наоборот — это уже зависит от ваших предпочтений.

Стрелкой показана графитовая ванна. Она находится в кирпичной «домне».
Припой готов! Теперь его нужно остудить, затем раскатать в вальцах или расплющить на наковальне, а затем нарезать на мелкие части. Также можно просто сточить отливку при помощи грубого напильника, превратив её в стружку.

Стружка из припоя.
Теперь пора заняться подготовкой флюса. Вам потребуется около 20 граммов буры (в порошке) и столько же борной кислоты (также в порошке). Смешиваем их и заливаем стаканом воды. Кипятим для лучшего растворения всех ингредиентов. Всё, флюс готов! Такого объема флюса хватит на всю вашу оставшуюся жизнь. Не стоит беспокоиться о том, что он может быть опасен для здоровья — борная кислота довольно пассивна и не угрожает ни вашим пальцам, ни инструментам. В принципе, вы могли бы выпарить воду, прокалить уже высохший флюс, измельчить его и смешать с припоем, создавая сухую смесь флюса с припой. Но это уже на любителя.

Флюс.
Теперь перейдем к процессу пайки. Работа должна проводиться на термостойком материале. Лучше всего для этого подходят пластинки от обшивки Бурана. Но если у вас под рукой нет таких пластинок, можно использовать асбестовую плиту. Укладываем на неё детали, которые будем паять, смазываем флюсом и слегка посыпаем стружкой припоя (необходимо совсем небольшое количество) и начинаем осторожно греть. Сначала нагреваем слегка, чтобы припой крепко схватил детали, а затем увеличиваем нагрев до красна (примерно до 700 градусов для данного припоя). Припой с легкостью заливается в зазоры между деталями, качественно их спаивая. В этом процессе существуют несколько потенциальных рисков: разница в температурах плавления припоя и латунных деталей составляет всего около 50 градусов, поэтому необходимо следить за тем, чтобы детали не перегревались. В противном случае вы можете получить просто один большой слиток. Следует помнить, что маленькие детали (например, латунная проволока) нагреваются гораздо быстрее, чем более массивные, поэтому необходимо проявлять особую осторожность. В этом случае следует нагревать всю конструкцию медленно, чтобы крупная деталь успела прогреться.
Виды латуни

Существует два основных типа латуни, которые различаются по своему химическому составу:
Многокомпонентные сплавы могут включать в себя следующие металлы: алюминий, никель, олово, марганец и другие. Эти составы часто именуются по названию элемента, содержащегося в наибольшем количестве, например, алюминиевая латунь.
Флюсы

Правильный выбор флюса является залогом качественного и надежного соединения. Он очищает поверхность от загрязняющих веществ, таких как смолы, грязь и оксиды, что готовит её к пайке. В силу специфики рассматриваемого материала нецелесообразно использовать нейтральные составы на основе спирта и канифоли. Специалисты советуют применять активные флюсы, которые эффективно удаляют оксидную пленку с поверхности.
Важным моментом является химический состав сплава. Для классического двухкомпонентного материала Л63 достаточно применять раствор хлорида цинка в борной кислоте. Для многокомпонентных сплавов более целесообразно приобрести универсальный флюс для работы с латунью, например, ПВ 209 или ПВ 209Х. При выборе готовых составов следует внимательно читать инструкцию с рекомендациями по их применению.
Обзор способов
Существует множество доступных методов соединения металлов. При работе с латуни, однако, возникают проблемы, связанные с испарением цинка, который, как известно, уходит при нагреве, образуя оксидную пленку на поверхности металла. Тем не менее, процесс пайки можно осуществить, выбрав один из двух основных способов.
- Пайка с использованием паяльника. Для этого метода необходим мощный инструмент, с мощностью от 1000 Вт, который будет способен обеспечить интенсивный нагрев детали и расходных материалов. Рабочая температура порядка +500 градусов по Цельсию является достаточной для расплавления оксидной пленки. При более низком нагреве пайка возможна только в сплавах, содержащих медь в объёме более 80%.
- Соединение с помощью горелки. Для работы с латунными деталями с высоким содержанием цинка и желтым цветом, а также с примесями других металлов, рекомендуется использовать компактную газовую горелку. Ручной инструмент с заменяемыми баллонами обеспечит локальный нагрев в месте пайки до 700 градусов. В этом случае для защиты рабочего места необходимо использовать негорючую подложку, например, из асбеста.
Каждый из этих способов позволяет в домашних условиях получить надежное соединение латунных деталей.
Чем паять?
Пайка латуни может осуществляться с помощью различных вспомогательных средств. Обязательным условием для этой процедуры является использование флюсов, которые незаменимы для удаления оксидной пленки с поверхности металлических деталей. В качестве флюсов могут выступать пастообразные или жидкие смеси на основе буры (тетрабората натрия) и хлорида цинка. Припой, в свою очередь, представляет собой материал, с помощью которого образуется неразъемное соединение. Он может содержать олово, медь или серебро.
Флюсы
Для работы с классической двухкомпонентной латунью чаще всего выбираются простые флюсы, представляющие собой смеси борной или соляной кислоты с хлоридом цинка. Для многокомпонентных сплавов лучше использовать более специфические составы, такие как ПВ 209 или ПВ 209Х, предназначенные для латуни и других цветных и драгоценных металлов.
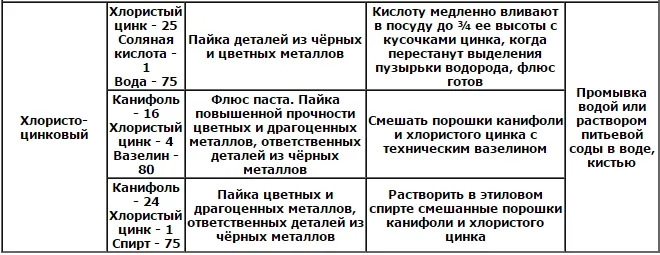
Жидкие флюсы для лужения можно готовить самостоятельно. Стандартный состав хлористо-цинкового типа включает:
- 74% воды;
- 1% соляной кислоты;
- 25% хлористого цинка.
Эта смесь может быть использована для работы как с черными, так и с цветными металлами. Флюс-пасту с аналогичными свойствами можно изготовить, смешав 16% канифоли и 4% цинка с 80% технического вазелина. Такой состав подходит для пайки особенно ответственных участков. Флюсы на основе хлористого цинка и борной кислоты подходят для однокомпонентной латуни Л63 и многокомпонентной ЛС59.
Припои
Существует несколько групп припоев, которые можно использовать для работы с латунными сплавами. Обычные оловянные припоии (ПОС) можно применять только в случаях, когда не ожидается сильной нагрузки на соединение. Следует заметить, что такие припои могут иметь форму проволоки, прутков или даже пасты, которая знает, уже содержит в своем составе флюс.
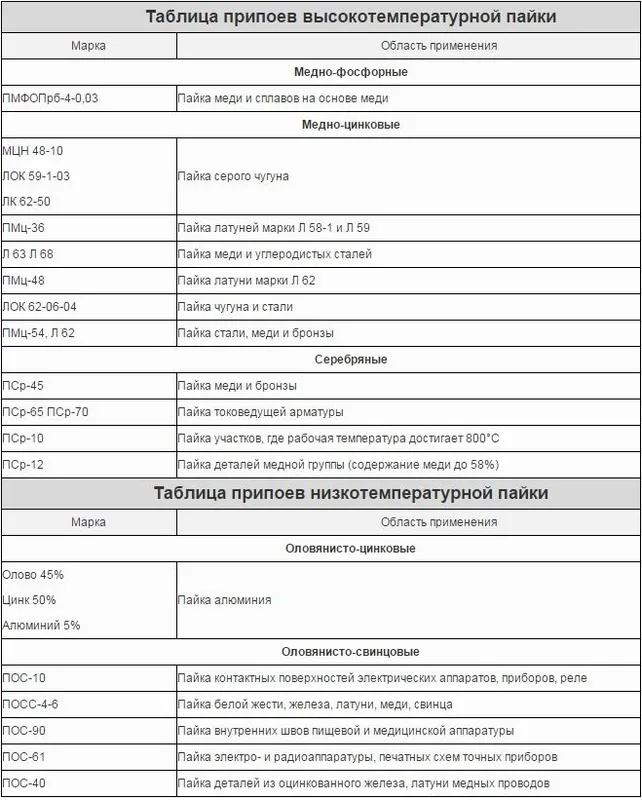
Среди специализированных припоев, ориентированных специально на работу с латунью, выделяются твердые мультикомпонентные варианты. Например, известен L-CuP6, температура плавления которого достигает +730 градусов. Его используют при ремонте труб и других жестко закрепленных элементов.
Помимо этого, к популярным припоям для латуни относятся и другие варианты.
- Медно-цинковые составы (ПМЦ). В этом случае крайне важно убедиться в том, что ваше оборудование обеспечивает достаточную температуру плавления. Для многих медно-цинковых припоя температура плавления превышает 880 градусов, и они используются для соединения меди и латуни.
- ПСР. Это серебряные припои, отличающиеся повышенной твердостью и обычно содержащие около 40% серебра. Пайка с использованием таких составов обеспечивает прочные и твердые соединения, которые сохраняют свои свойства в течение длительного времени.
- МФ. Припои на медно-фосфорной основе отличаются универсальностью и подходят для различных типов сплавов. Хотя их прочностные характеристики уступают серебряным, они все же превосходят аналоги, содержащие цинк.
Меры предосторожности
Пайка латуни представляет собой одни из открытых огневых работ. Поэтому важно строго соблюдать все меры пожарной безопасности. Кроме того, работа с парами цинка может привести к серьезному отравлению организма. Необходимо предпринять соответствующие меры защиты. Мини-баллончики с газом могут быть подвержены утечкам в клапане, что может привести к взрывам и возгораниям. Поэтому крайне важно поддерживать постоянный контроль за работой газовой горелки.
Особенности технологии
При решении задачи соединения изделий, изготовленных из латуни, как в промышленной, так и в домашней обстановке, остаётся важным моментом. Это связано с тем, что данный сплав, состоящий из меди и цинка, активно применяется для производства элементов водопроводных и отопительных систем, а также многих других изделий.
Немаловажное значение для качественного и надежного соединения латунных изделий при помощи пайки имеет правильный выбор флюса. Для успешного выполнения этого процесса не подойдут обычные флюсы на основе спирта и канифоли, так как их недостаточная активность не позволяет растворять оксидную пленку, неизменно присутствующую на поверхности латунных изделий. Поэтому для пайки необходимо использовать более активные флюсы, как, например, хлористый цинк.
Состав и применение кислотных активных плюсов
Довольно популярными флюсами, которые применяются при пайке латуни в соляных ваннах, являются бура и фтороборат калия. Эти флюсы, общий объём которых в растворе обычно не превышает 5%, отлично способствуют качественному затеканию расплавленного припоя в зазоры между соединяемыми деталями.
Также важно правильно выбрать проволоку-припой, что является еще одной не менее важной задачей для получения качественного соединения из латунных материалов. Для изделий, которые впоследствии будут эксплуатироваться в газовой среде, подойдут популярные виды припоев на основе сплавов серебра и фосфорной меди. Эти материалы оптимальны для соединения латуни, содержащей значительное количество меди.
Марки и сферы применения припоев
В качестве припоя бывает целесообразно использовать и саму латунь. Однако важно следить за тем, чтобы температура плавления припоя была ниже аналогичного параметра у соединяемых материалов. В случаях, когда требуется сформировать соединение повышенной надежности, лучше использовать твердые припои, обладающие высокой прочностью по сравнению с мягкими присадочными материалами.
Особое внимание выбору припоя и технологии пайки необходимо уделять при соединении различных материалов. Это связано с тем, что такие материалы могут иметь различную температуру плавления и вести себя по-разному при нагреве. Например, при интенсивном нагреве латунь может начать терять цинк, что отрицательно скажется на её декоративных и прочностных характеристиках, так как такое соединение имеет пористую структуру.

Несгораемая подложка может быть выполнена из ведра, заполненного мелкой галькой.
Чтобы избежать активного испарения цинка из латуни, подвергающейся нагреву при пайке, можно применять различные технологические приемы. Наиболее эффективным из таких приемов является использование флюса, который защитит от испарения цинка. Также применение комбинированного припоя, содержащего как присадочные, так и флюсовые материалы, поможет предотвратить испарение цинка.
Краткая инструкция
Для того чтобы успешно выполнять пайку латуни в домашних условиях, недостаточно лишь изучить теоретическую часть. Желательно также ознакомиться с обучающими видео на данную тему. Необходимость в самостоятельной пайке возникает достаточно часто, ведь практически в каждом доме имеются изделия из латуни, которые могут выйти из строя. Учитывая, что услуги мастеров стоят недешево, есть смысл разобраться в представленных ниже рекомендациях и изучить данный процесс, а также просмотреть видео, доступные в интернете.

Важно помнить, что перед началом пайки необходимо тщательно очистить детали.
Итак, последовательность действий при пайке латуни выглядит следующим образом:
- Прежде всего, тщательно очищенное место, в котором будет выполняться соединение, обрабатывается флюсом, состоящим из буры и борной кислоты (1:1), смешанными с водой.
- После этого следует посыпать обработанное место стружкой припоя.
- Затем можно начинать прогревать формируемый шов с помощью газовой горелки или паяльной лампы. Важно внимательно следить, чтобы детали не перегревались, так как это может привести к их деформации.
- Когда припой расплавится под воздействием пламени газовой горелки, он заполнил зазор между деталями, обеспечивая надежное соединение.
Таким образом, пайка латуни — это достаточно доступный процесс. Главное, правильно подобрать расходные материалы и следовать указанным рекомендациям.







