Таким образом, можно обеспечить качественное соединение меди и алюминия, что особенно актуально при создании общих трубопроводов или аналогичных конструкций, составленных из химически несовместимых металлов.
Как спаять медь с алюминием?

Спаивание алюминия с медью считается довольно сложной задачей, которая требует от специалиста, производящего эти манипуляции, значительного опыта и внимательного подхода к работе. Эти металлы обладают условной совместимостью, и при непосредственном контакте их поверхности быстро подвергаются окислению, что в свою очередь ухудшает проводимость соединения. Чтобы справиться с этим, необходимо сначала определить, возможно ли их соединение с использованием стандартных методов, а также как это можно сделать в домашних условиях с помощью паяльника.
Способы
Для успешного выполнения пайки алюминия с медью первое, что нужно сделать, это выяснить, какие именно соединения необходимо создавать. Например, в работах с проводами холодильного оборудования опытные мастера используют только тот припой, который рекомендован производителями данной техники. В производстве и в быту также может потребоваться соединение трубных элементов в неразрывном, герметичном виде, и в этом случае самым подходящим методом остается пайка.
Существует несколько актуальных способов выполнения пайки.
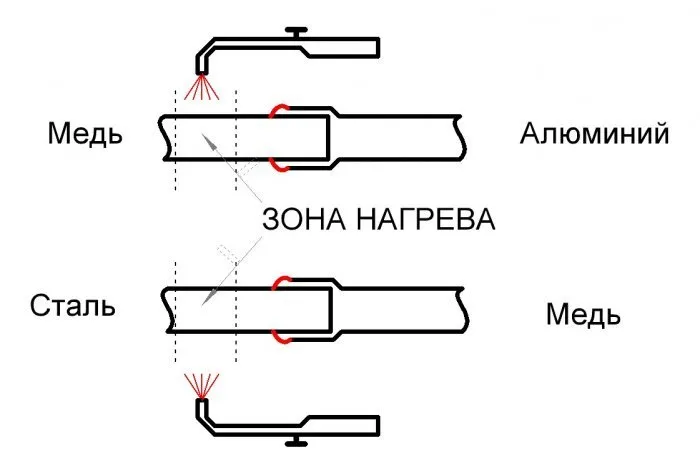
- С использованием стальной муфты. В этом случае между контактирующими алюминиевыми и медными деталями устанавливается вставка из стали. Пайка осуществляется отдельно с обеих сторон, что делает соединение более надежным, а также минимизирует возможные проблемы, связанные с различием температур плавления. Как алюминий, так и медь хорошо взаимодействуют со сталью.
- С использованием специализированных припоев. Ярким примером является материал, выпускаемый под брендом Castolin, к которому производитель предлагает комплект флюсов с необходимыми характеристиками. Следует отметить, что такие расходные материалы стоят значительно дороже и доступны далеко не всегда. В основном их применяют в мастерских, занимающихся ремонтом сложной бытовой техники.
- Поверхностный способ. Этот метод основан на использовании особого соединения, при котором медная часть помещается в алюминиевый раструб. На крае широкой части наносится припой, заполняющий образующийся зазор. Используются легкоплавкие составы, и в процессе работы специалисту необходимо захватить как можно большую часть поверхности медной детали. Этот метод уместен для соединения трубчатых изделий.
- Скрутки. Данный метод позволяет использовать универсальный оловянно-свинцовый припой, однако с применением специализированных флюсов для каждого из металлов. Такой подход исключает возможность окисления и предотвращает потерю прочности и рабочих характеристик алюминиевых жил. Эта технология считается допустимой, но её не рекомендуется применять при высоких сетевых нагрузках.
- С меднением алюминия. В этом случае на поверхности алюминия образуются контактные площадки, которые позволяют создать надежное соединение с медью, что является сложной задачей. Соответственно, не используются кислоты.
Эти методы являются основными среди тех, которые применяют для соединения медных и алюминиевых элементов посредством пайки.
Пайка алюминия и стали
Одной из основных сложностей для начинающих мастеров представляет собой пайка алюминия со сталью, а также с медью. Из-за нестабильности и разнообразия свойств этих металлов их объединение может быть весьма затруднительным, так как, когда температура одного металла достигает необходимого уровня, другой может уже перегреваться и плавиться, как это часто происходит с алюминием. При этом у алюминия может происходить истончение, и припой просто не прилипает к его поверхности.
Основным моментом, который стоит учитывать, является распределение тепла. Все вещества имеют разные характеристики теплопроводности и скорость распределения тепла. Поэтому при нагревании соединения меди и алюминия следует в первую очередь сосредоточиться на нагреве меди, которая не плавится, тогда как алюминий медленно будет нагреваться за счет тепла, исходящего от меди, что обеспечит необходимое распределение температуры.
При работе со сталью также важно помнить, что этот металл нагревается гораздо быстрее. Поэтому сначала следует достичь оптимальной температуры для залуживания стали и подготовить тонкий слой припоя, а только после этого сосредоточиться на меди.
Выбор горелки
Для качественного выполнения пайки необходимо учитывать три основных момента. Во-первых, нужно тщательно подготовить место пайки, очищая его от ржавчины и краски. Во-вторых, необходимо правильно подобрать припой и флюс, о которых будет рассказано далее. И в-третьих, конечно же, важна сама горелка.
В процессе ремонта бытовых холодильников используют три вида горелок:
Первый вариант — это самый дешевый и менее правильный вариант: пайка пропан-бутановой смесью. Неправильность этого метода заключается в слишком медленном нагреве места соединения, а в некоторых случаях неудаче прогрева, особенно если соединение находится вблизи компрессора.
Второй вариант — это горелка с газом МАПП, являющаяся наиболее распространенным выбором благодаря своей доступной стоимости заправки баллонов и умеренной цене самой горелки. Дополнительно можно приобрести горелку с шлангами и пьезоподжигом, что упрощает использование.
Третий вариант — это также горелки на газе МАПП, но их недостаток заключается в не слишком удобном широком пламени и стремительном повышении температуры. Профессионалы решают эту проблему, используя горелки с двумя шлангами, которые помогают смешивать газ МАПП с кислородом. Это позволяет контролировать подачу пламени и сохранять высокую температуру.
Приступаем к пайке
Пайка скрутки алюминиевых проводов
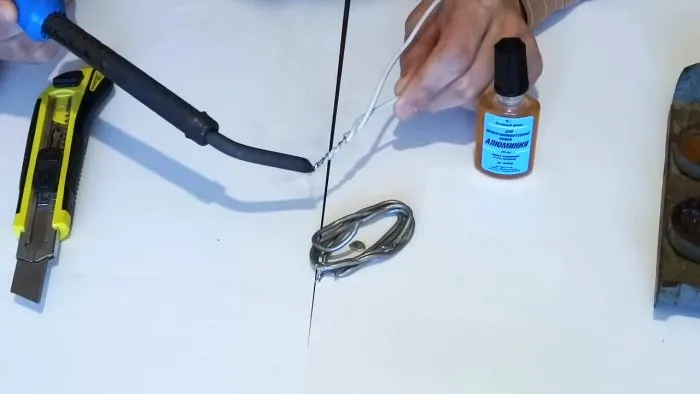
Начнем с пайки скрученных алюминиевых проводов. Перед тем как начинать скручивание, необходимо удостовериться, что поверхность алюминиевых жил чистая. При наличии загрязнений следует использовать нож для зачистки. Поверхность провода должна быть светло-серебристой, а не темно-серой.
Для пайки алюминия используется специальный флюс. Он может иметь конкретные марки, такие как Ф-61А, Ф-59А, Ф-64 и другие, или же просто обозначаться как флюс для пайки алюминия. Флакон объемом 25 мл стоит примерно 45 рублей, и этого хватит на длительное время.

С помощью кисточки наносим флюс тонким слоем на скрутку с обеих сторон.
Нагретое до рабочей температуры жало паяльника смачивается припоем, слегка коснувшись его. Поглаживая скрутку рабочей частью жала, наносим на нее припой.
Цвет припоя и алюминия схож, однако это не мешает видеть, как припой равномерно распределяется по проводам, заполняя промежутки между ними. Не следует сильно переусердствовать с количеством припоя; достаточно лишь тонкого слоя на поверхности алюминия, избегая образования застывших капель.
Пайка медной скрутки

Для медных скруток я использую аналогичный подход, только в данном случае в качестве флюса служит раствор канифоли в ацетоне. Готовлю его следующим образом: в флакон помещаю около 30 мл ацетона и постепенно добавляю в него измельченную до порошка канифоль. Перемешивая, добиваю полного растворения канифоли. Как результат, раствор должен получить цвет некрепкого чая. Наношу флюс кисточкой, расход канифоли в этом случае минимален, а благодаря текучести ацетона раствор проникает в самые мелкие щели. Использование нерастворенной канифоли приводит к менее аккуратным результатам, так как излишки затем необходимо удалять.

Скрутка из медного и алюминиевого провода
При установке электропроводки запрещено выполнять непосредственное соединение медных проводов с алюминиевыми, так как в результате электрохимических процессов на границе этих двух металлов образуется окислительная пленка, что увеличивает переходное сопротивление. Влага лишь активизирует данную реакцию. В итоге переход начинает нагреваться, что еще больше ускоряет коррозию этих металлов. При соединении меди и алюминия следует использовать третий металл. Обычно для этого применяют болтовое соединение с установкой между проводами стальной шайбы или специальными зажимами, которые исключают прямой контакт проводов.
Соединение с помощью клеммной колодки
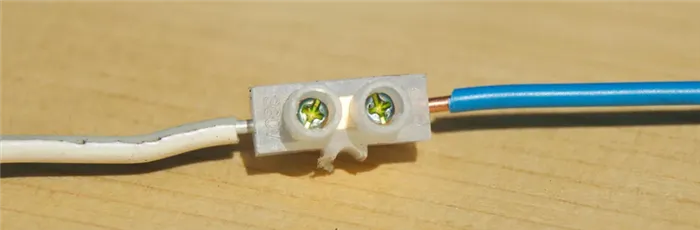
Соединение медных и алюминиевых проводов с использованием винтовой клеммной колодки актуально в случае, когда скрытая электропроводка выполнена с алюминия, а вовлекаемые в систему настенные или потолочные светильники подключаются с помощью многопроволочных (гибких) медных проводов. Этот метод соединения на самом деле надежен, прост и обеспечивает быстрое выполнение работы. Главное, во время монтажа не переусердствовать с затяжкой винта, чтобы избежать повреждения провода или срыва резьбы крепления. Со временем такому соединению может потребоваться небольшая подстройка или повторная затяжка винта.
Соединение с помощью кабельной гильзы

Соединение медных и алюминиевых проводов с использованием кабельной гильзы обеспечивает надежный электрический контакт в долгосрочной перспективе и не требует дополнительных манипуляций для поддержания надежности контакта со временем. Соединение с помощью гильзы является неразъемным методом. Гильзы могут быть как обычными металлическими, так и специально разработанными для данной задачи, например, медно-алюминиевыми. Желательно, чтобы сечение соединяемых медных и алюминиевых проводов было одинаковым или как минимум близким по размеру. Обеспечение надежной электрической изоляции гильзы позволяет использовать ее в скрытой проводке при восстановлении поврежденного участка или выхода из строя провода. Относительными недостатками использования кабельных гильз для соединения проводов являются необходимость приобрести обжимное устройство и тот факт, что сами гильзы одноразовые.
Это наиболее распространенные методы соединения медных и алюминиевых проводов в быту. В «большой энергетике» для соединения меди и алюминия могут использоваться дополнительные методы, такие как соединительные кабельные муфты, ответвительные зажимы, концевые наконечники и другие. Однако это темы для отдельного обсуждения.
Распаковка и внешний вид.
Белый пакет
Внутри находится зип-пакет с проволокой и инструкцией
Диаметр проволоки составляет 2 мм, а длина 3 метра. Она немного жестче, чем алюминиевый пруток такого же диаметра.
Может принимать форму трубки, в центре которой тщательно заметен флюс. При многократном сгибании материал лопается вдоль.
Инструкция легкая: необходимо просто нагреть поверхность и натирать припоем.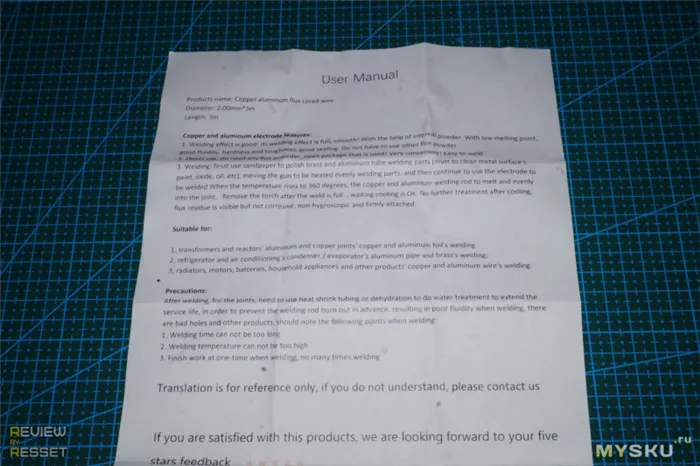
Сначала я решил проверить температуру плавления. При 360 ºС она начинает смягчаться, но становится не слишком текучей, в то время как при 400 ºС она плавится, как олово. Это означает, что температура плавления действительно ниже, чем у Castolin 192FBK.
Теперь я возьму алюминиевую трубку, отпилю от нее кусок и начну частично запаивать
Однако что-то пошло не так. Припой скатывается в шарики и не прилипает к поверхности. Я видел множество негативных отзывов от пользователей, которые сталкивались с такой же ситуацией, что стало для них разочарованием, так как проще было бы расплавить деталь, чем запаять ее.
Однако важно понимать, что флюс, хоть и защищает от окисления, не убирает старую оксидную пленку, поэтому поверхность обязательно нужно очистить. После этого процесс пайки идет намного плавнее и легче.
Из-за флюса поверхность начинает мутнеть.
Я немного потер поверхность щеткой, улучшив внешний вид. При желании можно удалить лишние загрязнения.
Наблюдается, что деталь хорошо прогрелась, так что припой протек и внутрь стыка.
Тестируем. При нормальной пайке разрыв должен происходить вне шва, и так и получился результат.
При крупном увеличении справа
И слева. Здесь видно, что трубка начала трескаться над соединением.
К тому же, пайка возможна и с медной проволокой. У неё лучшая теплопроводность, поэтому процесс нагрева идет гораздо быстрее.
Несмотря на мутный вид, пленка легко удаляется. 
С нижней стороны припой также прекрасно протек, что подтверждает его удачное применение.
Однако соединение выходит не таким прочным, как при работе с алюминием. С некоторыми усилиями мне удалось оторвать трубку, причем видно, что верхний слой оторвался, словно припой въелся на долю миллиметра. Я даже решил, что трубка имеет медное напыление, но после очистки поверхность вернулась к своему блестящему виду.
Итоги.
Я заказал этот продукт из чистого любопытства, и опыт оказался весьма занимательным.
Температура плавления данного припоя практически в два раза ниже, чем температура плавления алюминия, поэтому для работы достаточно температуры обычной газовой горелки, что сводит риск перегрева детали к минимуму.
Шов получается прочным, что делает его отличной альтернативой аргоновой сварке, особенно когда других вариантов нет, а результат нужен немедленно.
Кроме того, припой хорошо обволакивает поверхность, что дает возможность легко устранять утечки в трубках из цветных металлов и радиаторах автомобильной и холодильной техники. Правда, у меня нет возможности протестировать его под высоким давлением, но 8 атмосфер медная трубка из теста выдержала без труда, так как я запаивал как торец, так и боковую щель.
При желании можно использовать этот метод для надежной пайки толстых медных или алюминиевых проводов.
Тем не менее, со старыми деталями могут возникнуть проблемы. Во время прогрева места пайки тепло отводится на оставшуюся часть конструкции, что значительно замедляет процесс и может перегреть узлы, которые не должны нагреваться, такие как втулки, сальники, прокладки.
Также стоит отметить, что в продаже имеются более дешевые варианты, однако отзывы пользователей в Интернете свидетельствуют о том, что зачастую это обман, а данный образец считается лучшим. Тем не менее, я уже заказал еще несколько экземпляров в другом месте за $5, но они, судя по всему, не отслеживаются, возможно, я их не получу. Если они все-таки доедут, я сделаю небольшой сравнительный обзор и возможно, у меня не окажется оснований переплачивать.
Я не профессиональный сварщик, так что прошу прощения, если моя терминология кого-то смутит. Я постарался объяснить простыми словами и поделиться своим опытом, ведь до недавнего времени я даже не знал о существовании такого припоя.
Как всегда, буду рад конструктивной критике в комментариях. Всем удачи =)
Планирую купить +262 Добавить в избранное Обзор понравился +253 +406
- 02 апреля 2019, 17:12
- автор: ResSet
- просмотры: 32891







