Кроме того, необходимо будет приобрести подходящие марки припоя и флюса. Каждому типу пайки соответствует свой оптимальный набор сочетания припоя и флюса. Также следует изготовить подставку для паяльника, на которой будут разогреваться соединяемые детали. Чаще всего для этого используется небольшой блок из газобетона или шамотного кирпича, который обеспечивает необходимую теплотехническую стойкость.
Как выполнить пайку нержавейки в домашних условиях?
Пайка нержавеющей стали представляет собой достаточно сложную операцию, требующую аккуратности и опытности. Этот метод в основном используется для соединения тонкостенных изделий, когда применение технологии сварки методом TIG становится невозможным. Это позволяет избежать чрезмерного теплового воздействия на обрабатываемые поверхности.
Пайка нержавеющей стали отнесена к квалифицированным видам работ, поскольку для достижения оптимального результата необходимо точно определить вид материала. Например, марочные сорта нержавейки, которые подверглись холодной обработке, следует паять без нагрузки, чтобы избежать появления дефектов на поверхности, возникающих из-за температурного эффекта.
Алюминий и магний имеют минимальную взаимодействие с рассматриваемым сплавом, поэтому при выборе материала необходимо обращать внимание на его состав. Однако с другими типами металлов нержавейка формирует надежные и прочные соединения.
Высоколегированные сплавы с высоким содержанием хрома не выдерживают воздействия высоких температур. Когда температура превышает 500 ºC, начинается активный процесс образования карбида хрома, что негативно сказывается на характеристиках металла.
По этой причине опытные мастера стремятся минимизировать продолжительность теплового воздействия на заготовку.
Выбор припоя
Качественный выбор припоя для пайки нержавейки является основным залогом успешного соединения. На выбор подходящего материала воздействуют следующие факторы:
- состав металла;
- условия выполнения работ.
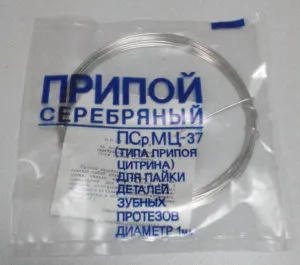
При стандартных условиях пайка выполняется серебряным припоем, так как он обладает хорошими антикоррозионными свойствами, а никель в его составе повышает прочность соединения. Визуально шов будет неотличим от основной поверхности. Мастера считают серебряные составы идеальным выбором для пайки нержавейки. Запрещено использовать чистое серебро, без добавок, так как для улучшения качества соединения к нему добавляют медь или цинк.
Особенности
В процессе пайки нержавеющей стали могут использоваться разные виды припоя. Однако важно, чтобы в таком материале заметное присутствие олова. Мягкий припой обычно относится к маркам типа ПОС, где основным компонентом является олово, что обеспечивает его плавкость и текучесть.
Это позволяет припою качественно проникать во все обрабатываемые участки, существенно улучшая адгезию.
Преимущество олова заключается также в том, что этот материал служит отличным раскислителем. Однако недостатком легкоплавких припоев является их низкая прочность в затвердевшем состоянии. В твердом припое также содержится достаточно большое количество олова, но для обеспечения прочности в такую марку добавляют серебро. Припои с таким составом обозначаются как ПСр.
Работа с припоем на основе олова имеет множество преимуществ.
- Широкая доступность материалов. Такой припой можно легко приобрести в большинстве магазинов и по доступной цене.
- Владение хорошей плавкостью состава.
- Легкое проникновение материала в труднодоступные места за счет его высокой текучести.
Однако есть и некоторые недостатки, хотя они не так критичны. К ним можно отнести высокую текучесть материала и ограниченную прочность соединений (вновь по причине мягкости припоя). Также не рекомендуется нагревать изделия, запаянные таким способом, до температуры, при которой припой может плавиться.
Например, если запаять чайник и разместить его на открытом огне, в какой-то момент припой может просто потечь, что приведет к образованию отверстия на месте даже качественного шва.
Кроме того, из-за высокой текучести стыковочные швы сложно обрабатывать на наклонных и вертикальных поверхностях.
Оборудование
Основным инструментом, который важно подготовить для выполнения работ, является паяльник с мощностью не менее 80 ватт и не более 100 ватт. Если мощность паяльника будет слишком низкой, то рабочие поверхности не смогут эффективно прогреваться. В противном случае, если паяльник будет слишком мощным, то детали могут перегреваться, и олово просто начнет течь, теряя свои свойства.
Если предполагается использование твердого припоя, потребуется дополнительная газовая горелка. Лучшим выбором для спаивания нержавейки будет оловянно-свинцовый припой. В качестве флюса может быть использован либо хлористый цинк, либо паяльная кислота.
Для того чтобы оксидная пленка не успела образоваться повторно, флюс следует наносить непосредственно перед процессом пайки.
Важно тщательно подготовить свое рабочее место. Необходимо предотвратить возможность доступа в помещение, где будут проходить работы, детей и домашних животных.
Флюс для пайки нержавейки и его приготовление
Во время сваривания деталей может произойти повреждение коррозионностойких металлов. Поэтому перед соединением отдельных элементов нержавейки важно правильно выбрать флюс. Такие составы можно не только купить в магазине, но и приготовить самостоятельно в домашних условиях.
Рецепт, как создать флюс в домашних условиях:
- взвесьте по одной части буры и борной кислоты;
- хорошо перемешайте эти два компонента;
- добавьте в полученную смесь воду;
- снова перемешайте до получения однородной массы.
Приготовленный раствор наносится на область соединения металлов. После высыхания он значительно повысит адгезию стальных поверхностей.
Флюс, изготовленный в домашних условиях, по своим эксплуатационным характеристикам не уступает заводским составам. Чтобы улучшить сцепление, рекомендуется предварительно обработать поверхности соединяемых металлических деталей надфилем или наждачной бумагой.

Припой для нержавейки и его типы
Припои для пайки нержавейки бывают двух видов:
- Мягкий. Изготовлен на основе олова (или свинца). Эти химические элементы обеспечивают высокую текучесть и пластичность материалов, используемых для формирования сварного шва. Минус мягких припоев заключается в том, что затвердевшее покрытие имеет низкие прочностные характеристики.
- Твердый. В состав такого продукта входит техническое серебро, составляющее примерно 30% от общего объема. Соединение деталей отличается высокой прочностью и долговечностью. Твердые припои часто используются на производстве и в ремонтных мастерских.
Для самостоятельного спаивания деталей из нержавейки в домашних условиях рекомендуется приобретение твердых припоев, обеспечивающих высококачественные соединения. Эти припои производятся на основе металлов с высокой температурой плавления, отличных от олова или свинца. После процесс затвердевания образуется прочный сварной шов, который способен выдерживать высокие механические нагрузки.
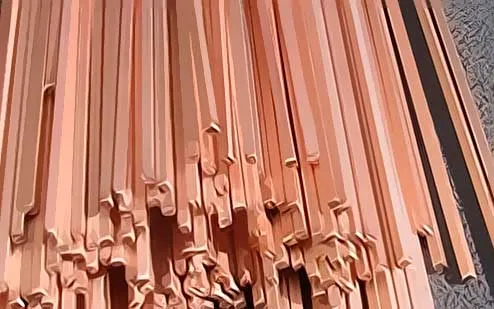
Самым распространенным на рынке является универсальный припой HTS-528, используемый для соединения чугунных деталей, изделий из нержавейки и цветных металлов. Этот припой предоставляется в виде прутка с флюсовым покрытием красного цвета.


Пищевые припои
Для низкотемпературной пайки посуды из нержавейки можно использовать безопасные для здоровья материалы, такие как припои марки ПОС-1 или ПОСу95-5. Несмотря на то, что висмут — тяжелый металл и обладает определенной токсичностью, в целом шов получается достаточно безопасным для кипячения воды или приготовления пищи в посуде из нержавеющей стали.
Из твердых припоев можно задействовать материалы, содержащие серебро, при условии, что содержание меди не превышает 10%.
Категорически запрещено паять изделия из нержавеющей стали, предназначенные для пищевых целей, используя припои, содержащие сурьму и свинец, независимо от их процентного соотношения в паяльном материале.
Пайка с помощью газовой горелки
Существуют несколько стандартных схем для выполнения паяного соединения двух деталей из нержавейки:
- пайка двух трубок;
- пайка стержня из стали к листу из нержавеющей стали;
- пайка двух листов «встык».
Самый простой способ — это паять две трубки. Это может быть соединение деталей трубопровода из нержавейки или добавление дополнительного патрубка к основному корпусу цилиндрической формы.
В любом случае пайка должна производиться не на стыке, а с осадкой одной детали внутрь другой. Поэтому трубки обычно имеют разные диаметры, и одна устанавливается внутри другой как минимум на 10 мм.

Если необходимо припаять боковой патрубок к основному корпусу из нержавеющей стали, то заранее следует изготовить отверстие, соответствующее диаметру отвода.
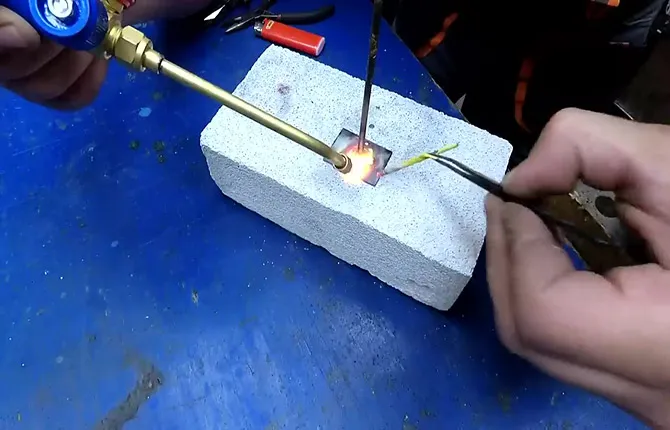
В обоих случаях после предварительной подготовки поверхность нержавеющей стали собирается и нагревается с помощью пламени газовой горелки. Как только на поверхности появляются пятна, место шва обрабатывается флюсом, и нагрев продолжается еще несколько минут. Последний этап — обведение стыка концом прутка припоя, не прекращая нагревать горелкой. Как только материал полностью заполнит шов, нагрев отключается.
При пайке двух листов из нержавейки применяется та же схема, с предварительным обжигом и подготовкой краев. После этого листы располагаются с перекрытием друг на друга и нагреваются газовой горелкой до появления характерной окраски. Теперь следует обработать края флюсом, прокалить, и прутком флюса растянуть расплав по всей длине стыка.
Важно! Качественный припой и флюс проникают глубоко внутрь нахлеста. Низкокачественные материалы часто из-за плохой текучести лишь «обвивают» наружный шов.
Труднее всего припаять стержень из нержавеющей стали перпендикулярно к металлическому листу. Сначала требуется подготовить обе детали на сопрягаемых поверхностях.
Затем стержень устанавливается вертикально на лист, поверхность обрабатывается небольшим количеством флюса, после чего обе детали нагреваются горелкой до достижения высокой температуры. Расплав должен проникнуть в зазор под стержнем, однако припоем более вязкой текстуры это может быть затруднительно.
После того как флюсовая масса полностью расплавится, можно лудить основание стержня припойным материалом. Необходимо пайка с использованием избыточного припоя, чтобы вокруг образовалась ванночка из расплава. Затем на секунду следует оторвать стержень от листа нержавеющей стали, чтобы залудить его торец, и сразу возвратить на место. Еще несколько секунд материал прогревается совместно с горелкой, после чего отключаем нагрев.
После остывания образуется чрезвычайно прочное паяное соединение, сопоставимое по прочности со сварным швом.

Прочность такого шва будет такой же, как при выполнении сварки.
Полезные советы
Опытные мастера выработали ряд полезных рекомендаций, соблюдение которых поможет начинающему специалисту добиться качественных результатов. Советы профессионалов:
- Для работы лучше всего подходят паяльники мощностью от 60 до 100 ватт. Лучшим выбором будет именно инструмент на 100 ватт. Для соединения массивных конструкций и трубопроводов лучше использовать газовую горелку, а не электрический паяльник.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгораемыми наконечниками.
- Расходные материалы на основе оловянно-свинцового сплава являются наиболее удобными и экономичными. С их помощью можно получить соединение хорошего качества. Для работы с емкостями, предназначенными для хранения пищи, желательно использовать припой из чистого олова, без добавления свинца или других вредных веществ.
- Процесс пайки металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При проведении работ рекомендуется использовать средства индивидуальной защиты, иначе можно подвергать свое здоровье серьезной угрозе.
Что еще нужно знать про пайку нержавейки
Если необходимо соединить изделия из нержавеющей стали, к которым предъявляются строгие требования, иногда предпочтение отдается специальным маркам припоев. Часто такие расходные материалы изготавливаются с использованием фосфора и никеля, а также сплавов на основании марганца, хрома и никеля. Вторая группа припоя используется в случаях, когда металлы соединяются в защитной газовой среде, например, в смеси аргона и трехфтористого бора. Пайка по этой технологии возможна также с применением других видов припоя, таких как чистая медь, которая отлично прилипает и формирует крепкое соединение.
Припои, изготовленные на основе никеля, отличаются тем, что способны создавать очень прочные и долговечные соединения. Однако такие соединения имеют ограничения по использованию из-за жесткости. Низкая пластичность делает такие стыки плохо приспособленными к условиям, где может иметь место вибрация или удары. Поэтому, если конструкция будет подвергаться частым изменениям нагрузки, от использования никелевых припоев стоит воздержаться. Кроме того, конструкции, соединенные такими припоями, плохо переносят низкие температуры. Высокие требования к условиям работы с такими припоими также являются их отрицательной стороной. Для их использования обязательно требуется создание защитной среды, например, из аргона или сухого водорода. Пайка возможна также в вакууме. Температура плавления никелевых припоев превышает 1000 градусов Цельсия, что делает их неподходящими для любительского использования.
Пайка нержавейки в домашних условиях
Оцените, пожалуйста, статью







