Если вы почувствовали запах гари или дым, исходящий из корпуса инвертора, это признак очень серьезного повреждения. В этом случае мы рекомендуем не диагностировать прибор самостоятельно, а отнести его в сервисный центр. Ремонт таких неисправностей требует многолетнего опыта и знания всех тонкостей работы устройства.
Что делать, если электрод все время липнет к металлу

Прилипание электрода к металлу — очень распространенная проблема даже среди опытных сварщиков, не говоря уже о новичках. Это может сбить с толку, потому что вы не знаете, что может пойти не так и в порядке ли сварочный аппарат или нет.
Однако есть несколько наиболее распространенных причин, которые приводят к прилипанию электрода к поверхности металла. Последствия этой проблемы не стоят упоминания. Когда электрод прилипает, покрытие сильно повреждается и разрушается. Сам сварочный аппарат, а также сеть, к которой он подключен, подвергаются чрезмерному напряжению.
Причины, из-за которых прилипает электрод при сварке
Это основные причины прилипания электрода к металлу:
- Отсыревшие электроды или электроды низкого качества;
- Неправильные регулировки сварочного аппарата. В данном случае речь идёт о токе для сварки, значит он слишком маленький;
- Свариваемый металл плохо подготовлен, на нем чрезмерно много ржавчины или загрязнений;
- Отсутствие опыта у сварщика.

Итак, чтобы решить проблему прилипания электрода при сварке, необходимо устранить каждую из вышеперечисленных причин.
Покрытия электродов: какие бывают
Чтобы понять, почему присадочный металл прилипает, нужно рассмотреть типы покрытий электродов. Наиболее распространенными на рынке являются изделия с рутиловым покрытием и основным покрытием. На практике разница в применении этих видов обработки существенна.
Основное покрытие используется для получения однородного сварного шва. Электроды с основным покрытием гарантируют прочный сварной шов, устойчивый к коррозии и различным нагрузкам. Даже если готовое металлическое изделие должно работать при низких температурах, это возможно при выполнении сварного шва электродом с основным покрытием. Перед использованием кондуктора рекомендуется произвести сверление. Не забывайте очищать металлическую основу и удалять любые загрязнения.
Проводники с рутиловым покрытием чаще всего используются начинающими сварщиками, так как их легко сваривать. Реально сделать прочные соединения даже на грязном основании. Если есть возможность очистить металл, следует это сделать, но даже если это невозможно, можно сделать хороший шов.
Рутиловые присадочные металлы предназначены для сварки на постоянном или переменном токе. Они вызывают минимальное загрязнение во время работы, поэтому популярны в сварочных контурах. При выборе типа покрытия важно определить параметры будущего сварного шва. К ним относятся, например, предел прочности, предел текучести, значения вязкости и другие параметры.
Основные причины залипания
Первое, на что следует обратить внимание, — это сварочный инвертор. Если у него низкая мощность, он не сможет обеспечить достаточный ток для сварки толстых деталей. Существует множество других причин, почему, например, электрод застревает во время сварки:
- сырые электроды;
- оббитая обмазка или ее низкое качество;
- материал сердечника не подходит для свариваемого металла;
- большие перепады напряжения в сети, могут привести к низкому сварочному току или к его резким скачкам;
- сварщик с низкой квалификацией, из-за боязни прожечь дырку выставляет очень малую силу тока на сварочном аппарате;
- сбой настроек аппарата или инвертора;
- при подключении перепутаны фазы, сварка ведется током обратной полярности. Это правило не распространяется при сварке алюминия и его сплавов;
- возможно, нарушена целостность сварочного кабеля;
- обратите внимание на нагрев сварочного держака, при очень высокой температуре, необходимо провести его подключение к кабелю;
- плохое качество подготовительных работ, детали не очищены от смазки или ржавчины;
- возможна причина в низкой квалификации сварщика и не умении поддерживать нормальный уровень горения электрода;
- возможно причина в сильном загрязнении электрода.
Как видите, электроды застревают либо из-за несоблюдения техники, либо из-за дефекта самого электрода.
Сырые электроды
Сварочный электрод состоит из стального стержня и порошкового покрытия. Материал покрытия довольно гигроскопичен и при высокой влажности поглощает водяной пар из воздуха.
При длительном хранении, даже в помещении с умеренной влажностью, покрытие может отсыреть.
Если на заводе электроды запаяны в вакуумную полиэтиленовую упаковку, они не подвергаются воздействию влаги. Однако если пленка даже слегка порвется во время транспортировки, электроды неизбежно станут влажными.
Мокрое покрытие начинает рассеивать электрический ток, в результате чего дуга не зажигается, а электрод прилипает к заготовке.
Низкое качество
Почему электрод прилипает, когда он сухой? Возможно, он недостаточно качественный. Сварочные материалы, имеющиеся в продаже, часто изготавливаются с нарушением технологии, материал сердечника не соответствует стандартам, и паста не прилипает к сердечнику и крошится. Также в этом случае часто происходит залипание. Бывает, что материал ядра не соответствует свариваемым сплавам. Неправильно подобранные присадочные металлы приводят к постоянному гашению дуги или даже к ее незажиганию.
Опытные сварщики проверяют качество подозрительных материалов, сбрасывая стержень с высоты 1,5 метра на ровный бетонный пол. Если покрытие крошится или отслаивается, использовать такие продукты явно не стоит.
При поиске причины залипания электрода можно рассмотреть все возможные варианты. Однако сварщикам часто приходится иметь дело с некачественными присадочными металлами. Даже если вы правильно настроите процесс сварки и будете соблюдать все условия хранения, некачественные электроды будут прилипать. Устранить эту проблему невозможно, поэтому при выборе присадочного металла для сварки следует обращать внимание на производителя.
На рынке могут присутствовать поддельные марки. Единственный способ предотвратить покупку таких электродов — проверить документацию. Если вы покупаете изделия для создания прочных швов в конструкциях, за целостность и сохранность которых вы отвечаете, убедитесь, что они соответствуют ГОСТу.
Какие электроды использовать, чтобы избежать прилипания
Если вы хотите избежать залипания электродов при сварке инвертором, обратите внимание на основные рекомендации профессионалов. Основное правило заключается в том, что электроды должны быть пригодны для работы на постоянном токе.
Если вы не хотите, чтобы электрод прилипал, не экономьте на расходных материалах. Выбирайте проверенных производителей, продукцию которых вы уже протестировали. Электроды должны соответствовать ГОСТу или другим международным стандартам, что свидетельствует о высоком качестве и долговечности.
Если вы хотите научиться правильно пользоваться сварочным реверсом, изучите способы зажигания и удержания дуги. Теоретические знания помогут вам избежать распространенных ошибок, которые приводят к некрасивому сварному шву неправильного диаметра.
Неправильное хранение и почему прилипает электрод при сварке
Каждый сварщик должен соблюдать правила хранения электродов. Они указываются производителем на упаковке. Самые важные требования — это температура и влажность. Крупные поставщики в большинстве случаев выполняют эти требования. Кустарные дилеры не уделяют такого внимания этим требованиям, поэтому электроды могут быть не выставлены на продажу.
Электроды должны быть доступны по истечении срока годности. В противном случае смазка с поверхности будет вытекать. Чаще всего страдает наконечник, который отвечает за качество сварного шва. Такие электроды обречены на слипание. Важно отметить, что после вскрытия упаковки необходимо дать расходному материалу просохнуть еще 8-10 часов. Это снижает риск порчи из-за повышенной влажности. Во время сушки влага испаряется, и электроды восстанавливают свои свойства.
Как устранить залипание электрода
Удаление адгезивного эффекта довольно просто. Для этого необходимо использовать качественные расходные материалы, правильно настроить работу и подготовить компоненты перед пайкой. И, конечно, необходим некоторый опыт в зажигании дуги.
Подготовка электродов
Если вы используете сварочные материалы, находящиеся в герметичной упаковке на месте сварки, вы можете использовать их безопасно. Они не прилипнут, если соблюдены все остальные правила.
Если пломба нарушена, расходные материалы необходимо дополнительно просушить через 8-10 часов.
Допустимое содержание влаги в покрытиях указано на упаковке. Измерить его в домашних условиях, конечно, невозможно. Однако расходные материалы, которые хранились некоторое время, перед сваркой необходимо разогреть в печи.

Расходные материалы отверждаются в специальных электрических печах, которые позволяют нагревать прутки в диапазоне температур от 100 до 400 градусов.
Предел, до которого они должны быть нагреты, зависит от типа. Электроды с разной маркировкой имеют разные пределы нагрева.
Учитывая этот фактор, не следует использовать для прокалки обычную пламенную печь. Огонь не обеспечивает нужную температуру и равномерный нагрев.
Допускается не более трех нагревов. Более трех нагревов приведут расходные материалы в негодность.
Электроды перед сверлением должны быть сухими!
Как только они высохнут, их можно использовать по назначению.
Настройки оборудования
Правильная установка силы тока не только предотвращает залипание, но и способствует качественному процессу сварки.
Основные параметры, которые необходимо соблюдать, перечислены в таблице ниже. Однако это лишь приблизительные значения; наиболее точные значения определяются в процессе сварки.

Подготовка и зажигание дуги Наиболее опытные сварщики уже знают возможности своего аппарата и регулируют настройки по мере необходимости. Если у вас нет опыта, вы можете отрегулировать настройки методом проб и ошибок. Начните с низкой мощности и увеличивайте силу тока по мере необходимости.
Металл необходимо очистить от различных видов загрязнений. Область, где установлен держатель массы, должна быть тщательно очищена (особенно следует удалить краску и ржавчину).
Чтобы избежать прилипания, необходимо правильно зажечь бантик. Это делается путем постукивания или вдавливания кончика палочки в металл. При поджигании лука убедитесь, что его длина правильная. Обычно она в 1-1,5 раза больше диаметра расходного материала. Если этот процесс выполняется медленно, электрод будет прилипать.
Начинающий сварщик лучше всего отрабатывает этот навык путем нанесения шрамов. Технически этот процесс похож на зажигание спички — конец стержня равномерно перемещается по поверхности заготовки.
Затем нужно вести шов в нужном направлении.
Если вы будете соблюдать все эти правила, вы избежите такого явления, как прилипание электрода к металлу.
Если у вас есть опыт в этой области, поделитесь им в обсуждении данного материала.
Причины

По мнению экспертов, существует несколько распространенных причин прилипания.
Результат многократного прилипания электрода. Если толщина детали слишком мала, это может вызвать z
К ним относятся состояние электродов, качество подготовки поверхности заготовки к сварке, установка сопротивления и неправильная техника зажигания.
Сырые электроды
Сварочный электрод состоит из стального стержня и порошкового покрытия. Материал покрытия довольно гигроскопичен и при высокой влажности поглощает водяной пар из воздуха.

При длительном хранении, даже в помещении с умеренной влажностью, покрытие может намокнуть.
Если электроды запечатаны в вакуумную полиэтиленовую упаковку на заводе, то риск их намокания отсутствует. Однако электроды неизбежно намокнут, если пленка даже слегка порвется во время транспортировки.
Мокрое покрытие начинает рассеивать электрический ток, в результате чего дуга не зажигается, а электрод прилипает к заготовке.
Низкое качество

Почему электрод прилипает, когда он сухой? Возможно, он недостаточно качественный. Случайно приобретенные сварочные материалы часто изготавливаются с нарушением технологии, материал сердечника не соответствует стандартам, и напыление не прилипает к сердечнику и осыпается. В этом случае также часто происходит залипание.
Бывает, что материал ядра не соответствует свариваемым сплавам. Неправильно подобранные присадочные металлы приводят к постоянному гашению дуги или даже к ее незажиганию.
Опытные сварщики проверяют качество подозрительных материалов, сбрасывая стержень с высоты 1,5 метра на ровный бетонный пол. Если покрытие крошится или отслаивается, использовать такие продукты явно не стоит.
Неправильные настройки аппарата
Недостаточно отрегулированная сила тока на сварочном аппарате также является распространенной причиной залипания, особенно среди неопытных работников. Низкий ток не может зажечь дугу, а только расплавляет край сварочной проволоки, которая затем прилипает к изделию.
Параметры инвертора должны быть установлены в соответствии со следующими пунктами:
- материала заготовок,
- их толщины,
- толщины электрода.
Чтобы найти нужный параметр, используйте таблицы в руководстве пользователя или на сайте производителя сварочного аппарата.
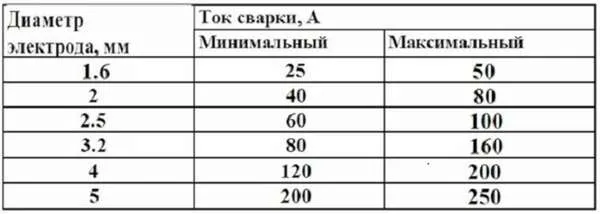
Пример таблицы для выбора сварочного тока в зависимости от толщины заготовок.
Почему электрод залипает на современном инверторе? Чаще всего это происходит из-за слишком низкого рабочего тока.
Неочищенный металл и неправильный поджог дуги
Другой распространенной причиной залипания является плохая подготовка поверхности к сварке. Если на заготовке имеются масляные и жировые пятна, коррозия, оксидный слой, мусор или пыль, условия для разряда усложняются, и дуга не зажигается.
Как устранить
Спайка не является непреодолимой проблемой. Современное и хорошо отлаженное оборудование, высококачественные материалы, правильное хранение, тщательная подготовка деталей и опыт заставляют сварщика забыть о неудачной пайке.
Подготовка

Электроды, вынутые из только что вскрытой фольгированной упаковки, не нуждаются в дополнительной подготовке — их можно паять сразу. Они не подвержены риску застревания.
Однако после нескольких часов пребывания на свежем воздухе они могут стать влажными. В этом случае перед использованием их необходимо высушить. Для этого на производстве используются специальные электрические сушильные шкафы, нагретые до 400 °C.
В домашней лаборатории можно использовать муфельную печь. Можно также нагревать электроды в калорифере — но это занимает несколько часов. Не следует использовать для сушки открытый огонь, так как это может привести к превышению допустимой температуры пламени.

Важно! Сварочные материалы можно нагревать три раза. После этого покрытие теряет свои свойства.
Настройки оборудования
Перед началом работы необходимо точно определить тип сплава, который вы хотите сварить, и измерить толщину заготовки. Исходя из этих параметров, выберите толщину электрода и необходимый сварочный ток в соответствии со справочными таблицами в паспорте сварочного аппарата или на портале производителя.
Следует понимать, что это основные параметры и что в зависимости от конкретных условий, характеристик аппарата, конфигурации сварки и опыта сварщика могут быть сделаны некоторые корректировки.
Особую осторожность следует проявлять при выборе параметров для тонких листов или панелей кузова. В этом случае следует начинать с нижней границы диапазона таблицы и постепенно увеличивать силу тока до достижения оптимального сварного шва.
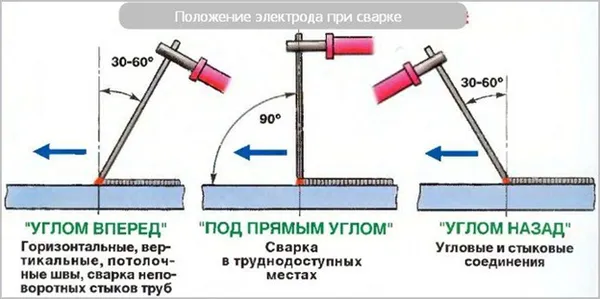
Неопытные сварщики часто спрашивают себя, почему козырный электрод, т.е. вставка с одной стороны, не сгорает полностью и образует заусенец. Это происходит из-за слишком высокого сварочного тока и неправильного угла наклона стержня к изделию.
Помимо настройки машины, необходима также тщательная подготовка поверхности.

Помимо зоны сварки и шва, необходимо также очистить и обезжирить место соединения заземляющего провода с изделием.
Научитесь правильно поджигать дугу
Правильное зажигание дуги предотвращает залипание. Для этого существует два основных способа:
Если у вас мало опыта, лучше зажигать дугу коротким щипком, похожим на щипок спички в коробке. Электрод следует держать перпендикулярно плоскости заготовки. Как только дуга зажигается, ее следует отклонить назад на 15° и, не задерживаясь на одном месте, направить равномерно.