Для работы с полипропиленовыми трубами в домашних условиях необходимо специальное оборудование, предназначенное исключительно для сварки полипропиленовых элементов, таких как трубы, уголки, муфты, тройники и заглушки.
Температура пайки полипропиленовых труб: основные этапы самостоятельной сварки + таблица значений
Одним из ключевых этапов в процессе строительства личных домов и квартир является установка коммуникаций, которые обеспечивают подачу воды или отвод сточных вод. Сборка труб из полипропилена гораздо проще, чем монтаж металлических конструкций, поскольку для их соединения используются фитинги, которые привариваются с помощью специального оборудования — паяльника, известного также как «утюг».
В представленной статье мы детально разберем технологию выполнения сварных соединений и укажем оптимальные температурные показатели для пайки полипропиленовых труб. Также мы расскажем о подготовительных мероприятиях, которые необходимо провести для достижения надежных и герметичных стыков. Следуя нашим рекомендациям, вы сможете без особых проблем собрать качественное трубопроводное решение.
Пайка как способ соединения PPR труб
Процесс сварки полипропиленовых труб включает в себя множество нюансов, таких как диаметр, температура напайки полипропиленовых изделий и время воздействия сварочного аппарата. Однако сначала необходимо ознакомиться с основами технологии и научиться работать с инструментами.
Перед началом пайки крайне важно определить тип и размеры используемого материала. Предлагаем вам рассмотреть полезные сведения, которые помогут выбрать подходящие полипропиленовые трубы и фитинги, а также правильно их установить, зная ключевые аспекты и последовательные шаги процесса.
Что нужно знать о полипропиленовых трубах?
Процесс сварки (или пайки, оба термина часто используются взаимозаменяемо) базируется на свойствах полипропилена, являющегося техническим полимером универсального назначения. Полипропилен отличается легкостью плавления, однако после остывания и затвердения он восстанавливает свои прочностные характеристики и герметичность.
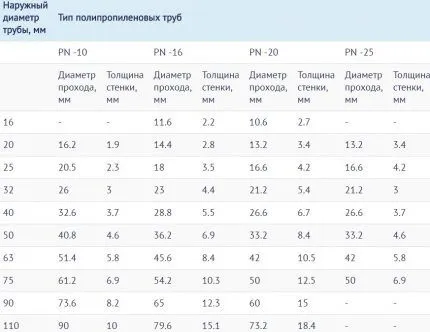
Трубы имеют различия по диаметру, толщине стенки, цвету и техническим характеристикам. За счет диапазона диаметров, варьирующего от 16 до 110 мм, можно внедрять разнообразные технические решения.

В благоустройстве частных участков обычно используются трубы небольшого диаметра, до 40 мм, иногда до 63 мм. Более крупные трубы применяются для магистральных систем и имеют свои специфические требования к установке.
Цвет полипропиленового материала не имеет критического значения, так как его выбирает производитель согласно своим предпочтениям. Но цветовые обозначения на трубах важны:
- Синие – предназначены для холодного водоснабжения;
- Красные – используются для горячего водоснабжения и отопительных систем.
Тем не менее, основная информация, на которую следует опираться при выборе и пайке труб, содержится на маркировке. Полипропиленовые трубы обозначаются буквами, сочетания мониторирующих таких как PPR, PP-H, PP-B, PPRC.
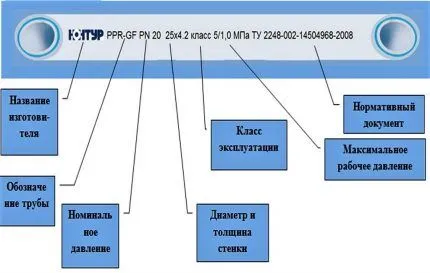
Схема, позволяющая расшифровывать классификационные обозначения, состоит из буквенно-цифровых сочетаний, которые указывают на тип трубы, ее диаметр, толщину стенки и допустимое давление. Эти характеристики важны для нормального процесса пайки.
Классификация по номинальному давлению, которое может быть применено в определенных условиях, позволит выбрать изделия как для бытовых, так и для промышленных нужд.
В соответствии с данными признаками существую четыре типа труб PPR:
- PN-10 (с номинальным давлением 1.0 МПа) – предназначены для транспортировки холодной воды. Иногда их применяют для установки теплых полов, если теплоноситель не превышает температурные границы в +45 °С.
- PN-16 (с номинальным давлением 1.6 МПа) – используются для создания систем горячего и холодного водоснабжения. Максимально допустимая температура для них – +60 °С.
- PN-20 (с номинальным давлением 2.0 МПа) – могут работать в температурном диапазоне до +80-90 °С для защищенных трубопроводов.
- PN-25 (с номинальным давлением 2.5 МПа) – отлично подходят как для автономного, так и для централизованного водоснабжения. Рекомендуемая максимальная температура составляет +95 °С, однако они могут выдерживать и более высокие показатели.
Основываясь на этих данных, лучше заплатить немного больше за более надежные трубы с запасом по температурным характеристикам, чем сэкономить на материале с ограниченными показателями.
При производстве труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще должны быть стенки труб.
Сварка полипропиленовых труб
Эпоха использования металлических труб уже ушла в прошлое, и на смену им пришли полипропиленовые аналоги. Эти трубы активно используются как в системах водоснабжения, так и в отоплении, как в частных домах, так и в многоквартирных зданиях. Самостоятельная сварка полипропиленовых труб не требует наличия множества уникальных инструментов и специальных навыков. Принцип работы достаточно прост, нужно просто следовать некоторым рекомендациям и советам профессионалов в данной области. Полипропилен сам по себе является легким и прочным материалом, что значительно упрощает процесс монтажа.
Перед тем как приступить к работе, нужно точно определить, где будет проложена труба. Рекомендуется заранее составить план, чтобы избежать ситуаций, когда сварка выполняется в неудобных условиях, таких как замкнутое пространство, где без предварительно подготовленных заготовок невозможно обойтись.
Сборка из полипропиленовых труб производится на полу, а затем, после нескольких этапов, монтируется в общую систему.
Процесс начинает с разогрева паяльника для полипропиленовых труб. Как правило, на каждом таком устройстве предусмотрен терморегулятор, который выставляется на рекомендуемый режим. Рабочая температура для пайки полипропилена составляет 260ºС. Более низкая температура может привести к некачественной и недолговечной сварке полипропиленовой трубы, а слишком высокая может вызвать перегрев материала и образование излишков соединения.

После того как аппарат нагреется и индикатор температуры погаснет, если вы впервые проводите сварку, необходимо выждать 5 минут, прежде чем приступить к соединению элементов.
Первым шагом является подготовка трубы. При необходимости труба должны быть отрезана до нужного размера.

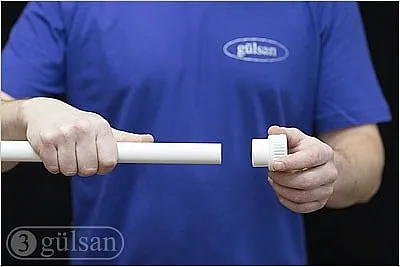
Для выполнения сварки необходимо нагреть рабочие поверхности всех полипропиленовых компонентов. Для фитинга это будет внутренняя стенка, а для трубы — внешняя сторона. Важно установить их так, чтобы насадка паяльника входила до конца. Время сварки составляет несколько секунд, что зависит от диаметра трубы.
Далее соедините компоненты в нужном расположении. Эта техника сварки позволяет в течение 2-3 секунд выровнять полипропиленовые трубы, без использования специальных устройств. Все, что требуется, это хорошее зрение.
Если сварка выполнена правильно при соответствующей температуре, то нагретая трубы под давлением будет перемещаться в месте соединения и вернется на место. Чрезмерная температура или длительное время контакта с паяльником может привести к расплавлению материала и изменению его формы, а это может повлечь за собой затекание материала в трубу и уменьшение проходного сечения. Не забудьте очистить насадку паяльника, иначе остатки материала могут сгорать внутри, выделяя дым.
Если все операции были выполнены корректно, то при стыковке полипропиленовый элемент слегка растечет, образуя выпуклый шов снаружи. Если труба не может быть установлена и, похоже, изогнута, необходимо снять специальную фаску с кромки.
Небольшие советы по сварке полипропиленовых труб:
- Главное требование: перед началом пайки все элементы нужно желательно обезжирить. Хотя этот шаг можно пропустить, однако в таком случае нельзя гарантировать качество соединения. Труба и фитинги обрабатываются спиртом, что помогает удалить пыль и грязь, которые могут мешать процессу сварки.
- Необходимо отметить на полипропиленовой трубе глубину сварки, то есть границу, до которой нужно насаживать насадку. Помимо этого, полипропиленовые фитинги могут иметь различный калибр, поэтому глубина введения будет также разной. Перед началом сварки нужно измерить глубину, используя штангенциркуль или простую линейку. Это позволит минимизировать риск полного запаивания полипропиленового элемента. Все необходимые параметры сварки для различных диаметров можно найти в таблице.
- Перед тем как приступить к сварке полипропиленовых элементов, рекомендуем заранее потренироваться. Используйте трубу того же диаметра, что и основная система, и запасной полипропиленовый фитинг. Сварку проводите по вышеописанной инструкции, чтобы узнать оптимальную глубину ввода и полностью понять процесс.
- Собранный полипропиленовый трубопровод можно заполнять теплоносителем (например, водой) только после того, как сварка полностью охладится. После полного охлаждения, как правило, через час, труба может быть подключена к системе.

Следует понимать, что пайка полипропиленовой трубы может быть выполнена неправильно, что связано с ошибками в разметке глубины сварки или временем нагрева. В любом случае, предварительная тренировочная сварка не помешает, особенно при первом монтаже в неудобных условиях.
Если после прочтения данной инструкции у вас остались вопросы, вы всегда можете обратиться к нашим специалистам. Просто позвоните по бесплатному федеральному номеру АРМАПласт: 8-800-500-28-80.
Температура пайки полипропиленовых труб с таблицей времени
При пайке труб часто допускаются ошибки, связанные с неправильной температурой, что может привести к уменьшению внутреннего диаметра трубы и, как следствие, к снижению общей пропускной способности системы. Это может негативно сказываться на работе отопления, а также на давлении воды из смесителей. Для того чтобы этого избежать, очень важно знать, какая температура необходима для пайки полипропиленовых труб.

В первую очередь необходимо выставить правильную температуру на паяльнике. Она должна находиться на уровне 260 градусов. Не следует выставлять максимальное значение, так как это изменит время нагрева труб, которое должно соответствовать определенному температурному значению оборудования, обычно в пределах 260-280 градусов.

Кроме того, нужно помнить, что время нагрева трубы различно в зависимости от её диаметра. Например, для труб диаметром 20 мм время нагрева минимально, в то время как для труб диаметром 75 мм максимальное. Ниже представлена таблица с температурой и временем нагрева полипропиленовых труб различного диаметра.
| Таблица температуры и времени пайки полипропиленовых труб |
| Диаметр трубы | Время нагревания | Время на остывание | Глубина стыка |
| 20 мм | 5 секунд | 3 минуты | 14 мм |
| 25 мм | 7 секунд | 3 минуты | 16 мм |
| 32 мм | 8 секунд | 4 минуты | 20 мм |
| 40 мм | 12 секунд | 4 минуты | 21 мм |
| 50 мм | 18 секунд | 5 минут | 22,5 мм |
| 63 мм | 24 секунды | 6 минут | 24 мм |
| 75 мм | 30 секунд | 8 минут | 28,5 мм |
| 90 мм | 40 секунд | 10 минут | 33 мм |
| 110 мм | 50 секунд | 10 минут | 39 мм |
Порядок выполнения диффузной пайки
Стыковка концов труб осуществляется с использованием раструбной пайки или комбинируя детали с помощью муфт. Муфта представляет собой фасонный элемент, который выполняет роль соединительного звена. Этот метод подходит для труб с диаметром до 63 мм. Для деталей большего диаметра уместны обрезки труб, которые могут исполнять ту же функцию. В процессе стыковки участок трубы и муфты происходит плавление, что обеспечивает надежное соединение.

Соединение в раструб предполагает точное совмещение элементов труб. Края деталей должны быть абсолютно ровными. Незаконченные или неровные заусеницы, появившиеся при обрезке, могут вызвать проблемы в процессе пайки. В момент расплавления концов с помощью аппарата, они соединяются по принципу диффузии. Если возникают несоответствия при торцевании, это может привести к утечке или разрыву соединения при подаче воды.
Подготовка к свариванию
Перед установкой новых труб желательно сделать разметку схемы трубопровода на стене. Упрощенная схема является линией, начерченной в соответствии с расположением будущей магистрали. Разметка позволяет контролировать правильную ориентацию трубопровода.
Чтобы избежать подгонки труб по размеру в процессе пайки, необходимо заранее измерить длину каждой трубы. В случае соединения с помощью муфт следует учитывать запас для эт их установления. При монтаже встык следует принимать во внимание деформационные изменения, так как во время плавления труба может сократиться на 1-2 мм.
Как сваривать полипропиленовые трубы вручную
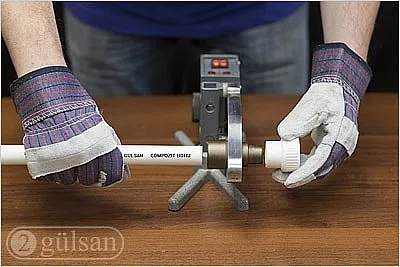
Для сварки деталей используются специальные гильзы, которые подбираются в зависимости от диаметра соединяемых элементов. После подбора они устанавливаются в сварочное зеркало и надежно крепятся.
Поверхности, которые будут соединены, очищаются от пыли и грязи. Для очистки рекомендуется применять соответствующую жидкость, которую советует производитель. Могут быть полезны следующие вещества:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или изопропиловый спирт.
Устанавливается определенная температура аппарата. Обычно термодатчик должен нагреваться до 250-270 градусов. Это оптимальное значение температуры, чтобы обеспечить качественное соединение.
Когда нужная температура будет достигнута, следует проверить, насколько прогрелось сварочное зеркало. Для этого применяется специальный термозонд.
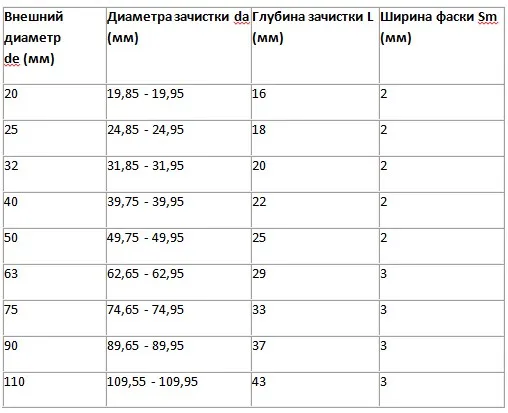
Труба отрезается под углом 90 градусов относительно оси. При необходимости производится очистка поверхности и снятие фаски. Параметры зачистки и глубина фаски берутся из справочной таблицы номер один. Снять фаску можно как во время зачистки, так и после нее, с помощью специального калиброванного инструмента.
Фитинги из полипропилена для раструбной пайки. Глубина зачистки и ширина фаски.
На наружной поверхности трубы отмечается глубина вставки L1 (берется из таблицы 2). Зачистка должна четко соответствовать величине глубины вставки.
Глубина вставки L1 (мм): максимальная глубина вставки нагретой трубы в фитинг.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она служит для предотвращения смещения деталей во время соединения.
Пленка и масло должны быть тщательно удалены с поверхностей трубы и фитинга. Как только сварочное зеркало достигнет нужной температуры, труба и фитинг помещаются в специальные гильзы. Фитинги должны быть вставлены до упора, а труба — на полную глубину зачистки. Необходимо немного подождать, пока детали расплавятся.
Затем быстро извлеките их и соедините друг с другом. Глубина вставки фитинга должна совпадать с длиной L1, в соответствии с продольными метками.
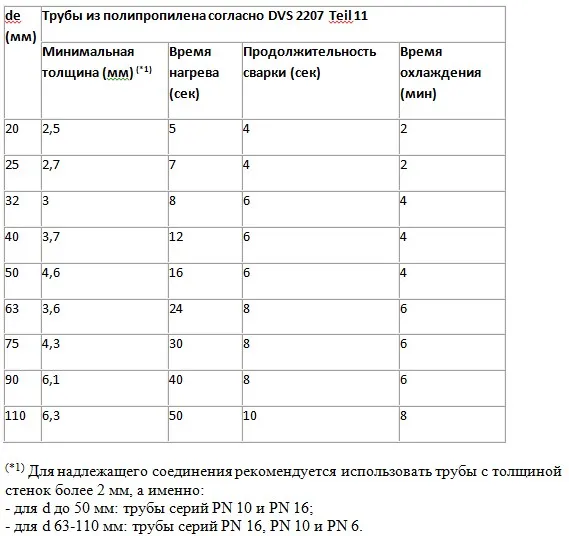
После соединения детали следует удерживать некоторое время в зафиксированном состоянии, согласно временным параметрам из таблицы №3. После этого нужно дать им остыть естественным образом. Запрещено использовать холодный воздух или помещать в холодную воду для ускорения охлаждения.
Время нагрева, сварки и охлаждения
Когда поверхности соединенных элементов охладятся до достаточной температуры, следует провести гидравлическое испытание.
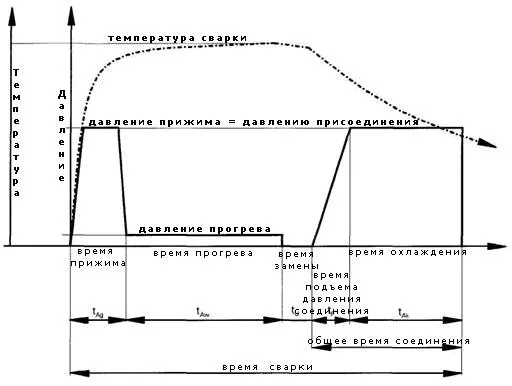
Диапазоны температур при контактной сварке.

Изменение давления и температуры в процессе стыковой сварки показано на следующем рисунке:
Нюансы выдержки нужного теплового режима
При планировании будущей схемы трубопровода важно проанализировать, каким образом будет происходить последующий монтаж. Стремитесь обеспечить минимальное расстояние между паяльным аппаратом и местом стыка.
Неверные расчеты могут привести к тому, что сварочная работа будет проводиться в неудобных местах, требуя разогрева деталей на большом удалении от места соединения. Это вызовет большие потери тепла, поскольку потребуется переносить детали, чтобы выполнить муфтовый стык. В итоге ослабление шва будет значительно увеличено.
Ошибка в планировании последовательности монтажа порой приводит к тому, что невозможно состыковать последние детали, потому что сварочный аппарат просто нельзя установить между ними. Чтобы увеличить зазор, иногда приходится деформировать некоторые участки трубопроводов, что может нарушить эстетичный вид системы. В некоторых случаях также может появиться статическое напряжение в отдельных зонах системы.
С серьезным упущением может стать ситуация, когда отсутствует контроль над температурой, если допускается раздельный нагрев заготовок непосредственно перед соединением. Иными словами, каждая деталь разогревается по отдельности, что совершенно нарушает температурный баланс.
Такой неверный подход может вызвать сильное остывание элементов из-за временных задержек, необходимых для разогрева. Происходит непреднамеренная потеря тепла. Данная техника соединения деталей не позволяет должным образом организовать работу и делает процесс размягчения материала непредсказуемым. Такой метод не приемлем.
Для правильного контроля температуры необходимо иметь в виду несколько требований:
- Качество сварочного аппарата для работы с полипропиленовыми изделиями должно позволять контролировать заданные параметры с минимальной погрешностью.
- Расстояние между сварочным аппаратом и местом соединения должно быть меньше 1,5 метров.
- Работа должна выполняться в обогреваемом помещении.
- Перед стартом сварочных работ убедитесь, что температура соединяемых элементов примерно одинаковая.