Марка электрода определяется в соответствии с ГОСТом или же патентуется отдельным производителем в случае, если обозначение отличается от общепринятых стандартов. Это важно, поскольку маркировка указывает на предназначение расходных электродов. Существуют стандартные марки по ГОСТу, например:
Электроды для дуговой сварки: классификация, правила выбора
О чем речь? Электроды, используемые для дуговой сварки, классифицируются по различным параметрам. Наиболее важными характеристиками являются назначение, тип тока, диаметр и тип покрытия.
Что учесть? При выборе электродов важно учитывать тип металла, из которого изготовлены заготовки. Также имеет значение толщина детали, так как это напрямую влияет на мощность сварки и размер используемого электрода.
Из этого материала вы узнаете:
- Конструкция электрода для дуговой сварки
- Классификация электродов для дуговой сварки
- Виды покрытий для электродов ручной дуговой сварки
- Электроды для сварки и наплавки чугуна
- Электроды для сварки цветных металлов
- Часто задаваемые вопросы о электродах для дуговой сварки
Устройство электрода для дуговой сварки
С появлением новых технологий сварки, таких как MIG/MAG и TIG, ассортимент материалов, применяемых в этой области, значительно расширился. Тем не менее, плавкие штучные электроды, предназначенные для ручной дуговой сварки (MMA), по-прежнему являются наиболее популярными.
Это вполне объяснимо, так как снижение цен на компактные сварочные трансформаторы и инверторы сделало сварку доступной для многих. Однако выбор множества различных стержней из проводящего материала может вызвать затруднения, даже у опытных специалистов.
В большинстве случаев характеристики электродов для сварочных работ имеют рекомендательный характер. Разрешается использовать стержни, предназначенные для работы с нержавеющей сталью, даже при соединении деталей с переменным током, хотя это не всегда оптимально.
Неправильное использование может привести к недостаткам в качестве шва, что затрудняет процесс сварки. Поэтому перед испытанием нового сварочного аппарата следует выяснить, какие именно электроды подходят для обработки того или иного материала.
Электрод для сварки состоит из стержня, который проводит электрический ток и покрыт специальным составом. Обмазка служит для обеспечения взаимодействия между анодом и катодом, необходимого для поддержания электрической дуги, а также (в случае плавкого электрода) для добавления металла в шов.
Обмазка выполняет ряд функций: создает газовую защиту, предотвращая окисление расплавленного металла при горении, стабилизирует горение дуги, облегчает процесс ее зажигания и может изменять характеристики металла в шве.
Одной из ключевых особенностей ручной сварки покрытым электродом является образование пленки шлака из продуктов сгорания обмазки, которая располагается на поверхности сварочной ванны. Шлак имеет меньшую плотность по сравнению с расплавленным металлом, что помогает защитить сварочную ванну до тех пор, пока металл остается жидким.
Шов, как правило, формируется в несколько проходов, и перед каждым новым этапом необходимо убирать застывший расплав, иначе частицы шлака попадут внутрь шва, снижая его прочность. Необходимость удаления шлака также сохраняется после завершения сварки, особенно если планируется окрашивание соединенных деталей.
Где найти маркировку

Маркировка является ключевым элементом, обозначающим свойства и характеристики металлического стержня и его покрытия, которые влияют на процесс горения дуги и формирование сварочного соединения. Электроды изготавливаются в соответствии с ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог ею воспользоваться для понимания оптимального применения сварочных материалов.
Маркировка должна быть нанесена на упаковку товара. Надпись размещается на белом или синем фоне, свободного от дизайнерских элементов. Иногда этикетка может также наноситься на обмазку, ближе к концу электрода, который вставляется в держатель. Некоторые производители дополнительно размечают информацию на боковой стороне упаковки, но это не является обязательным требованием.
Типы электродов
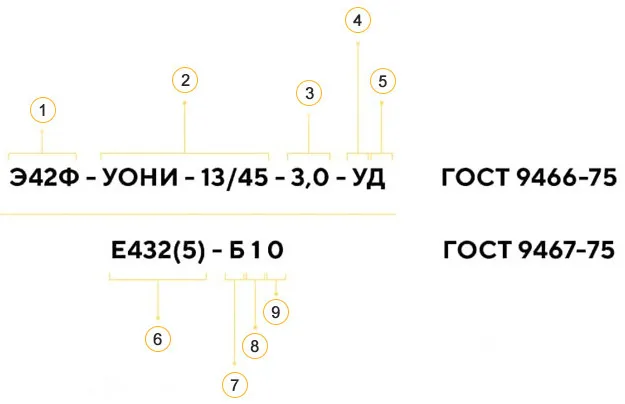
Каждая маркировка состоит из группы букв и цифр, которые указывают на конкретные характеристики. Для понимания маркировки давайте рассмотрим пример распространенных электродов с маркировкой Э42А:
Первые буквы Э42А обозначают тип расходного элемента. Существует несколько типов, каждый из которых указывает, какой металл лучше сваривается конкретными электродами.
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (всего 38 типов этой группы) |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
Обозначение Э42А расшифровывается следующим образом:
- Э — электроды для ручной дуговой сварки.
- Цифра 42 указывает на предел прочности, измеряемый в кг на квадратный миллиметр.
- А — свидетельствует о том, что металл в шве обладает повышенной пластичностью и ударной вязкостью.
Зная эту часть маркировки, вы сможете легко подбирать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашей расшифровке 42 означает, что сваренный шов выдержит нагрузку в 42 кг на один квадратный миллиметр. Если требуется стойкость к резким нагрузкам, выбирайте электроды с приставкой «А».
Назначение
Тип сварочных расходников влияет на глубину прогрева металла, скорость розжига и стабильность электрической дуги.
Электроды должны обеспечивать:
- формирование качественного шва нужного химического состава;
- поддержание стабильной дуги в течение всего процесса сварки;
- защиту расплавленного металла от контакта с кислородом;
- снижение разбрызгивания раскаленного металла;
- легкость в отделении и удалении шлака с поверхности шва;
- высокую прочность и ударную стойкость сварного соединения.
В процессе сварочных работ электроды должны выделять минимальное количество токсичных газов, чтобы снизить риск для здоровья работающего.

Электроды для ручной дуговой сварки.
Размеры и вес, характеристики
К важнейшим параметрам сварочных стержней относится диаметр. Его выбор зависит от толщины свариваемых заготовок и параметров сварочного оборудования.
Таблица 1. Средние данные по соответствию диаметров, токов и толщины заготовок:
Толщина заготовки, мм
Чем больше толщина свариваемого металла, тем больший диаметр электрода следует использовать.
Производители предлагают стержни разной длины, от 150 до 450 мм. Длина электрода существенно важна при работе, где необходимо минимизировать прерывания процесса сварки. Это особенно актуально при ремонте герметичных конструкций или трубопроводов под давлением.
Товары из категории

- Производительность на входе, л/мин 1400
- Объем ресивера, л 500

- Хладагент R134A
- Вакуумный насос 120 л/мин

- Количество предметов, шт 387
- Вес, кг 110

- Напряжение питающей сети, В 380
- Рабочий диапазон сетевого напряжения 323–437 В
Марка расходных материалов определяет их область применения. Согласно ГОСТу, обозначения марок электродов бывают следующих типов:
- АНО-4, -6, -17, -21, -24, -36, -37, -27; УОНИ 13/45, 13/55; МР-3, ЦУ-5, ТМУ-21У, ВН-48 — подходящие для соединения низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б; ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для соединения высоколегированной стали.
- ЦЧ-4, МНЧ-2 — предназначены для работы с чугуном.
- Т-590, -620; ЦН-6Л, -12М; ЭН-60М, ОЗН-400 — применяются для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для соединения элементов на глубине под водой.
Некоторые компании-производители разработали свои марки электродов для указанных процессов и зарегистрировали их. Среди наиболее популярных марок расходных материалов выделяются ОК от ESAB.
Диаметр электродов
Следующий код в обозначении указывает на диаметр металлического стержня; например, в нашем случае это 3,0 мм. Единицы измерения этого параметра – миллиметры, которые могут содержать десятичные доли и указываются через запятую.
Выбор диаметра электрода необходимо основывать на толщине деталей, требующих сварки, а также на силе тока, который будет использован.

Диаметр электродов
При малом сечении расходников они быстрее сгорают, а присадочный металл начинает расплескиваться. На толстых стержнях создается слишком большое сопротивление, что приводит к низкому качеству шва и минимальной глубине проплавления.
Предназначение электродов
В рассматриваемом примере маркировки — У. Код в данной маркировке определяет, какие металлы и сплавы могут быть соединены с помощью этих электродов:
- В — для соединения высоколегированных сталей.
- Т — для работы с теплоустойчивыми сплавами.
- Л — для соединения конструкционных сталей с легирующими элементами.
- Н — для выполнения наплавки.
- У — для соединения низколегированных и углеродистых сталей.
Коэффициент толщины покрытия
Этот параметр обозначается буквой Д. Обмазка необходима для защиты расплавленного металла сварочной ванны от вредного воздействия окружающей среды.
Процесс плавления покрытия происходит во время горения дуги и расплавления стержня. Если обмазка очень толстая, выделяется значительное количество защитного газа. Обозначение толщины покрытия электрода обозначается определенной буквой.
Часто задаваемые вопросы об обозначении электродов
Для чего необходимо маркировать расходники?
Маркировка электродов критически важна для того, чтобы сварщик мог легко выбрать подходящие стержни для выполнения конкретных работ. Следует учитывать, что электроды должны соответствовать методике сварки, материалу и размерам деталей, чтобы обеспечить надежность соединения.

Для чего необходимо маркировать расходники?
Какие стандарты нужно учитывать при расшифровке обозначения полярности на электродах?
Маркировка изделий происходит с учетом государственных стандартов ГОСТ 9466-75 и ГОСТ 9467-75.
Что важно учитывать при выборе расходников?
Прежде всего, следует обращать внимание на технические характеристики электродов, а также на экологические показатели изделий. Некоторые расходники могут содержать токсичные элементы, и поэтому их необходимо утилизировать в соответствии с установленными нормами после завершения сварочных работ.
Если правильно подобрать электроды с учетом маркировки, сварной шов получится надежным?
Важно помнить, что одной лишь маркировки недостаточно для выбора качественных электродов. Также нужно учитывать условия их хранения. Рабочие характеристики расходников ухудшаются, если они хранятся во влажных помещениях, что может негативно сказаться на качестве сварного соединения.
Электроды должны храниться в сухом месте, а их оболочка должна быть целой. Кроме того, чтобы достичь высокой прочности сварного шва, лучше выбирать электроды от известные брендов, зарекомендовавших себя в отрасли.
В чем отличия между российской и иностранной маркировкой?
Маркировка электрода иностранного производства, как правило, отличается от российской (например, маркировка ESAB OK или Lincoln Electric Conarc), что может вызывать недоумение у специалистов, привыкших к стандартам российских изготовителей.
Каждый опытный сварщик должен быть ознакомлен с обозначением электродов, чтобы подбирать нужные материалы для выполнения сварочных работ. Это позволит достичь качественного и надежного соединения. Понимание обозначения и его расшифровки со временем значительно упростит процесс выбора подходящих электрода для ручной дуговой сварки. Даже если на первый взгляд буквенно-цифровая маркировка кажется сложной, со временем вы легко научитесь разбираться в значении тех или иных кодов.
Редакция сайта ЦТО
Понравилась статья? Поделитесь:
Электроды, применяемые для ручной дуговой сварки, делятся на:
Эти материалы производятся из различных видов сырья, обладающего разной тугоплавкостью, таких как вольфрам, графит и уголь. Их основная задача — поддержание сварочной дуги и игрощее важное значение для розжига. Места соединения заготовок заполняются присадкой, которая создается в результате плавления расходного материала.
В процессе сварки под действием температуры, электроды плавятся на поверхности свариваемой конструкции. Используются стали, чугуны, медь или другие металлы в зависимости от нужности. Тип материала, из которого изготавливается электрод, определяется спецификой свариваемого металла. Электроды могут быть как с покрытием, так и без него.
По параметрам сварочного тока
Электродное сечение 4 мм обычно выбирается для сварки на простых сварочных аппаратах и используется также на более мощных установках.
Длина таких электродов может составлять 35 или 45 см, что позволяет удобно работать с тонкими заготовками толщиной до 1 см. Они функционируют при силе тока около 220А. Сварочные электроды сечением от 5 до 12 мм используют только в условиях дополнительного освещения, достигаемого с помощью мощных ламп.