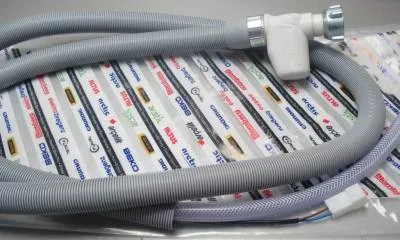
Состав наполнителя для газовой горелки изменился и теперь в его состав входят пропан с кислородом или ацетилен с воздухом. Важно, чтобы процесс нагрева занимал минимальное время, а сама горелка обеспечивала подачу синего пламени, что указывает на высокую температуру горения и оптимальное сгорание топлива.
Пайка меди
В отличие от сварки, пайка меди зачастую является более подходящим методом обработки этого металла. Это особенно актуально для тонкостенных медных труб, используемых в системах водоснабжения, отопления, холодильного оборудования и газоснабжения. Такой выбор продиктован рядом особенностей. Во-первых, пайка меди обычно менее сложна по сравнению со сваркой, что делает ее доступной даже для начинающих мастеров. Справиться с пайкой может новичок, в то время как сварка меди требует серьезной подготовки и навыков.
Важно отметить, что пайка не вносит изменений в металлургическую структуру меди и не требует сложного и дорогостоящего оборудования, как это необходимо для сварочных работ. Кроме того, паяные соединения, выполненные с соблюдением технологии и использованием качественных материалов, обеспечивают достаточную прочность и термостойкость, что позволяет им выдерживать назначенные механические и тепловые нагрузки.
В домашних условиях чаще всего возникает необходимость пайки медных труб, когда проводится монтаж водопроводных или отопительных систем. Медь является отличным материалом для трубопроводов за счет своей коррозионной стойкости, гладкой поверхности, способствующей хорошему движению воды, и отсутствия отложений на внутренней поверхности. Более того, медь не содержит вредных характеристик и может обладать бактерицидными свойствами. Срок службы медного водопровода может составлять более 50 лет.
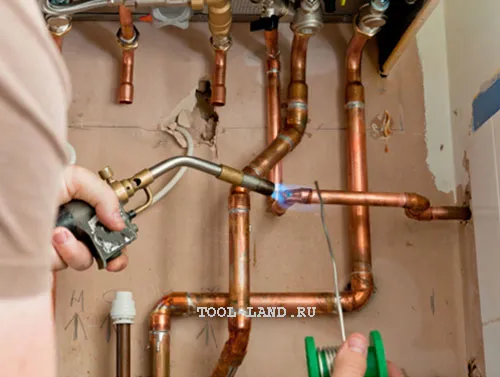
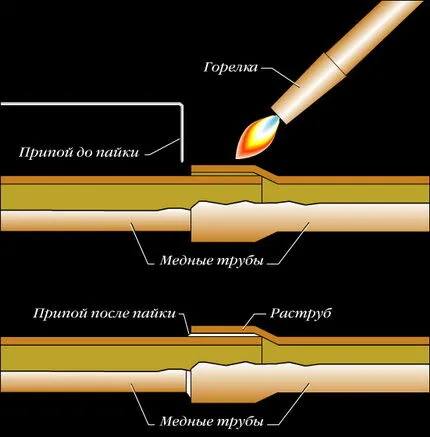
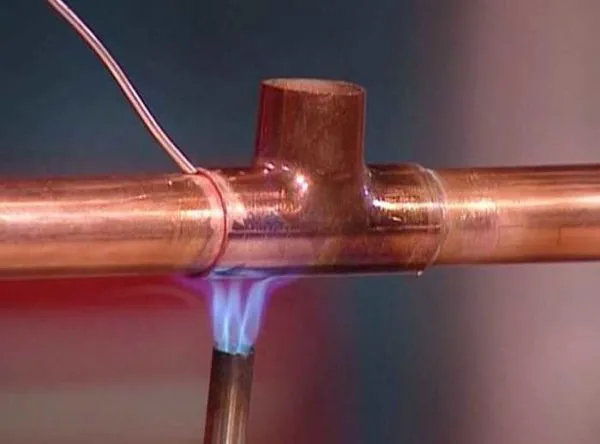
На изображении показана пайка медных труб.
Немного теории о пайке меди
Общепринятое мнение о том, что медь и ее сплавы хорошо поддаются пайке, верно только для чистой меди и ее сплавов с такими металлами, как цинк, олово, свинец, фосфор, сурьма, железо, никель и марганец. Данные сплавы действительно обладают оксидами, которые могут быть относительно легко удалены с помощью флюсов. Однако медные сплавы, содержащие легирующие элементы, такие как хром, алюминий, кремний и титан, имеют на своей поверхности более стойкие к растворению оксиды. К счастью, в большинстве случаев мы имеем дело с чистой медью или теми ее сплавами, которые формируют легкоудаляемые оксиды. По этой причине утверждение о простоте пайки меди в большинстве случаев является справедливым.
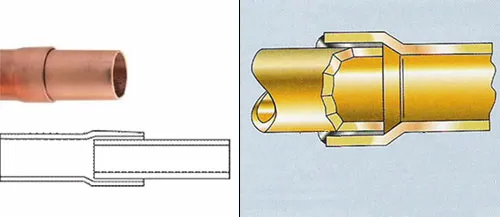
При пайке, включая пайку медных труб, обычно используются нахлесточные соединения, которые обеспечивают достаточную прочность конструкции, даже если для соединения используются относительно слабые мягкие припои. Для достижения удовлетворительной прочности соединения рекомендуется минимум 5 миллиметров нахлеста, однако на практике часто используют значительно большие показатели, что создает запас прочности.
Перекрытие участков трубопровода достигается благодаря использованию фитингов или процессу расширения концевиков труб. Элементы трубы и фитинги вставляются один в другой, при этом между ними должен сохраняться зазор в пределах 0,1–0,2 мм, что необходимо для капиллярных сил, являющихся важным условием большинства видов пайки. Под действием капиллярных сил расплавленный припой задирается в зазор, равномерно распределяется по поверхности контакта и надежно герметизирует соединение. Капиллярные силы также позволяют подводить припой снизу.
На изображении показана пайка медных труб.
Пайка меди: почему стоит этому научиться
Хотя медные трубопроводы используются в практике не так часто, как хотелось бы, причина заключается в высоких материальных затратах. Тем не менее, трубопроводы из меди заслуженно занимают первое место по качеству и надежности.
Этот металл превосходит другие материалы по термостойкости, гибкости и долговечности. После сборки медные трубопроводы могут быть замурованы в бетон или скрыты за стенами, и их эксплуатация не приведет к повреждениям.

Медные трубопроводы считаются высококачественными именно потому, что срок их службы сопоставим со сроком эксплуатации самого здания, в котором они установлены. Этот момент следует учесть при выборе материалов для систем отопления или водопровода. Глядя на длительный срок эксплуатации, более значительные первоначальные затраты вполне оправданы. Кроме того, медь обладает отличными эксплуатационными характеристиками и сравнительной простотой монтажа. Распространенные мифы о трудностях пайки меди часто преувеличены.
Пайка меди не требует применения агрессивных средств для очистки, а множество легкоплавких металлов имеют хорошую адгезию с ней, что упрощает выбор припоя. Также нет необходимости в дорогостоящих флюсах, так как при плавлении меди не происходит значительных реакций с кислородом. В процессе пайки труб форма и размеры трубы сохраняются, а полученное соединение можно при необходимости распаять.
Способы паяния деталей из меди
Пайка является оптимальным методом соединения медных деталей. При изготовлении паяного соединения расплавленный припой заполняет зазор между элементами, создавая тем самым надежное соединение.
Существует два наиболее распространенных метода получения таких соединений: высокая и низкая температура капиллярной пайки. Давайте подробнее разберем, чем они различаются.
Процесс соединения медных трубопроводов пайкой основывается на капиллярном растекании расплавленного припоя в тонком зазоре между свариваемыми частями. В процессе сборки используются трубы разной жесткости: твердые (R 290), полутвердые (R 250) и мягкие (R 220). Твердые и полутвердые трубы чаще всего поставляются в стержнях, тогда как мягкие — в бухтах.
Для пайки мягких медных труб достаточно стандартной паяльной лампы, чье пламя способно разогреть свернутый в бухту припой. При необходимости выполнять высокотемпературную пайку понадобятся ацетиленовая или пропановая горелка и твердый стержневой припой.
При низкотемпературной пайке используются фитинги с заранее вплавленным мягким припоем. Однако также существуют соединители с тугоплавким припоем.
Перед соединением медных труб их обрабатывают флюсом, который служит как для смазки, так и для протравливания металла. Наносят флюс без излишков.
Высокотемпературная пайка осуществляется с использованием стержневого припоя, который изготавливается из сплавов меди с бронзой или серебром. В то время как для низкотемпературной пайки медных труб назначаются мягкие припои, поставляемые в виде намотанной в катушки проволоки.
Особенности высокотемпературных соединений
При высокотемпературной пайке процесс соединения медных элементов происходит при температуре, превышающей +450 градусов Цельсия. В этом случае в качестве припоя используются составы на основе тугоплавких металлов, как серебро или медь.
Эти припои обеспечивают прочный шов, способный выдерживать механические повреждения и воздействие высоких температур. Такую пайку называют твердой.
При процессе высокотемпературной капиллярной пайки температура превышает 450 °C, и для формирования соединения используется тугоплавкий припой BAg или BCuP. Особенностью твердой пайки является необходимость отжига металла, что приводит к его размягчению. Поэтому, чтобы минимизировать потери прочностных характеристик меди, охлаждение готового шва должно происходить только естественным способом — без внешнего обдува или погружения детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка применяется для соединения газовых труб, а также в сантехнике для сборки водопроводов с диаметром соединяемых деталей свыше 28 мм и в случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературную пайку используют и для формирования отопительных систем, к тому же данная технология позволяет осуществить отвод от уже смонтированной системы без необходимости ее демонтажа.
Низкотемпературная пайка в деталях
Низкотемпературная пайка, также известная как мягкая, это соединение медных деталей, в ходе которого используются температуры ниже +450 °C. В этом случае как припой используются мягкие легкоплавкие металлы, такие как олово или свинец.
Инструкция пайки медных труб и фитингов
Методика пайки, изложенная в инструкции, позволяет получить герметичные паяные соединения между трубой и фитингами из меди и медного сплава как в цеховых, так и в полевых условиях. Знания и навыки согласно инструкции необходимы для достижения качественного спая. Рассмотрим технологическую инструкцию пайки, в первую очередь, с использованием мягкого припоя.
Подготовительная часть: измерение медной трубы и резка
Для начала необходимо точно измерить длину каждого сегмента медной трубы. Важно отметить, что неточность во время измерений может негативно сказаться на качестве соединения. Если медная труба слишком короткая и не достигает дна чашки фитинга, такое соединение будет неполноценным.
С другой стороны, если отрезок медной трубы слишком длинный, это может привести к деформации узла, что негативно скажется на сроке службы паяного соединения. Важный момент, на который стоит обратить внимание в плане инструкции.

Разрезается медная труба на измеренную длину. Резку допускается выполнять различными способами, но необходимо учитывать получение ровного среза под прямым углом. Рекомендуется использовать дисковый нож для резки медных труб. Однако также допустимо применять:
- ножовку,
- абразивный круг,
- стационарную или переносную ленточную пилу.
Следует принять меры, чтобы исключить возможные деформации стенок во время резки медной трубы.

Инструкция пайки: развёртывание области отреза
Далее необходимо развернуть отрезанные торцы медной трубы до полного внутреннего диаметра, чтобы удалить микроскопические заусенцы, которые неизбежно образуются после операции резки. Если шероховатая внутренняя кромка не будет удалена, она может спровоцировать эрозионную коррозию, вызванную локальной турбулентностью и повышенной локальной скоростью потока в трубе.
Правильно развернутая область медной трубы предоставляет гладкую поверхность для нормального прохождения флюида внутри системы. Также необходимо удалить заусенцы на наружной стороне отрезанной области медной трубы, что обеспечит надежное сочленение с чашей фитинга.

Для развертывания трубных концов могут быть использованы следующие инструменты:
- полукруглые или круглые напильники,
- карманный складной нож,
- другие подходящие инструменты для удаления заусенцев.
При работе с мягкой (отожженной) медной трубой следует проявлять осторожность, чтобы избежать деформации конечной части медной трубы из-за чрезмерного усилия. Если трубка случайно деформировалась, округлость можно восстановить с помощью калибровочного инструмента, такого как пробка и калибровочная муфта.
Инструкция пайки: очистка области пайки
Удаление оксидов и загрязнений на концах медных труб и установленных фитингов является критически важным для правильного распределения припоя в области соединения.
Материалы и инструменты
Для пайки медных труб необходимо наличие специального инструмента и материалов.
- Горелка для пайки. Это основной инструмент, без которого не обойтись. Рекомендуется выбирать газосварочный аппарат с регулируемым пламенем. Обычно применяется пропановая горелка, у которой есть режим экономии газа и подачи. Она обеспечивает мягкое пламя, которое не перегревает медь. Можно также выделить ацетиленокислородные горелки, которые надежно и прочно соединяют детали. Они бывают как одноразовыми с баллоном, так и портативными либо стационарными. В некоторых случаях можно использовать паяльник.
- Припой для пайки медных труб. Существует два типа пайки: высокотемпературная (требует высоких температур) и относительно низкотемпературная (производится при низких температурах).
Припои бывают твердыми и мягкими.
- Низкотемпературные припои плавятся при температурах ниже 300 °C. Их предел прочности составляет от 16 до 100 МПа. Эти припои применяются в водоснабжении и отоплении. К сожалению, свинец, который часто используется в таких припоях, наносит ущерб здоровью человека, поэтому существуют бессвинцовые варианты, состоящие в основном из олова, с добавлением примесей. Бессвинцовые припои часто используются в конструкциях трубопроводов для питьевой воды.
- Припои для высокотемпературной пайки имеют температуру плавления выше 300 °C и предел прочности от 100 до 500 МПа. Они обеспечивают высокую плотность шва и устойчивость к высокой температуре. Но работа с такими припоями требует большого опыта, так как начинающие мастера могут получить частые ожоги от перегрева меди, которая легко поддается термическому повреждению. Офлюсованные припои хороши тем, что содержащиеся в них флюсы обеспечивают защиту, что позволяет не использовать дополнительный флюс даже для сложных конструкций.
- Флюс. Это пастообразное вещество, которое наносят на поверхность трубы и фитинга. Он защищает медь от окисления. Рекомендуется использовать составы с хлоридом цинка, а также различные варианты флюсов, которые могут поставляться во флаконах с кистью или в виде пасты.
- Труборез. Это инструмент, предназначенный для резки медных труб, который является одним из основных средств. Большинство труборезов имеют схожую конструкцию, но некоторые модели отличаются друг от друга. Более длинные ручки позволяют работать с меньшими усилиями.
Компактные труборезы подойдут для труб, находящихся в ограниченных пространствах, однако работать с меньшими моделями может быть значительно сложнее.
- Труборасширитель. Этот инструмент предназначен для увеличения диаметра трубы, что позволяет одной конструкции вставляться в другую.
- Фаскосниматель (кромкорез). Этот инструмент необходим для зачищения поверхности и снятия фаски с краев труб.
- Фитинги. Это соединительные детали, которые могут быть различных назначений и размеров.
- Термопаста. Используется для подогрева труб. Трубки и швы промазывают термопастой.
- Теплоотводящие пасты. Они обеспечивают надежную защиту соединений от распайки и помогают предотвратить изменение цвета материала в процессе эксплуатации.
- Щетки и ершики. С их помощью удаляются остатки флюса в процессе работы и очищаются соединения.
- Щипцы для труб. Используйте их для безопасного захвата горячих труб, избегая получения ожогов.
- Защитные рукавицы. При пайке расплавленный металл может вызвать ожоги, поэтому обязательно носите перчатки.
Способы
Существует два подхода к пайке медных труб:
- Низкотемпературная (используется мягкий припой) актуальна для водопроводных и отопительных систем, где температура рабочей среды не должна превышать 110 градусов.
- Высокотемпературная пайка (с применением твёрдого припоя) используется в системах с высокой температурой и большим давлением, преимущественно в промышленных целях.
Какой метод выбрать — решение за вами. Однако для высокотемпературной пайки потребуется профессиональная горелка, которую не так-то просто найти, и ее стоимость значительная. Для низкотемпературной пайки можно использовать доступные модели паяльной лампы или недорогие ручные горелки со сменными баллонами.
Пайка труб под азотом
При монтаже труб под газообразным азотом происходит процесс, который считается необходимым, поскольку пайка медных труб без него недопустима. В процессе пайки часто приходится использовать твердый припой, что подразумевает надежность соединения и отсутствие сомнений относительно того, выдержит ли конструкция высокие температуры. Однако нагрев меди до красного цвета негативно сказывается на ее структурах, образуя окалину как на внутренней, так и на внешней стороне трубы. Окалина представляет собой остатки сгоревшей меди, возникшие в результате воздействия высоких температур, а стенки труб в таких случаях могут существенно истончаться.
Использование азота предотвращает истончение меди изнутри, а применение припоя сохраняет целостность меди снаружи. Таким образом, пайка труб под азотом значительно увеличивает срок службы всей системы.
Если вы решились на использование азота, обратите внимание на следующие рекомендации:
- присоедините магистраль к баллону с азотом;
- установите регулятор газа или ротаметр;
- отрегулируйте редуктор на минимальное давление и установите ротаметр на скорость 5 м/мин;
- после завершения пайки подавайте азот, продолжая это до полного остывания трубы.
Пайка труб строительным феном
Возможно использование строительного фена для пайки труб небольших диаметров. Процедура аналогична работе с горелкой, а швы, получаемые при этом способе, отличаются высокой прочностью и могут выдерживать значительные температуры. Однако у новичков часто случаются перегревания меди, что может привести к разрушению материала.
Капиллярная пайка
Если трубы имеют небольшую разницу в диаметре (не более 0,5 мм), то применяется капиллярная пайка. В этом случае припой заполняет образовавшуюся щель между трубами, однако это бесшовное соединение, то есть шва в классическом понимании нет. В таких случаях используются твердые припои, которые обеспечивают лучшее защитное свойство соединения.
Индукционная пайка
Метод, основанный на высокой частоте тока, оказывает позитивное влияние на свойства металла. Индукционная пайка приобрела популярность благодаря своей уникальности: она производит; эффективный и быстрый нагрев, в результате которого металл сохраняет свои характеристики, не теряя толщины.
Преимущества индукционной пайки:
- Нагрев производится непосредственно в трубе без внешнего воздействия;
- Оборудование работает полностью в автоматическом режиме, позволяя получить точные параметры выполнения;
- Процесс пайки происходит в вакууме, защищая металл от коррозии;
- Экономия ресурсов;
- Безопасность — в процессе индукционной пайки исключается необходимость в открытом горении или газовой подаче, нагрев осуществляется исключительно в зоне контакта шва.
Расходные материалы и инструменты
В дополнение к трубам и фитингам для пайки потребуются горелка, припой и флюс. Также понадобится труборез и некоторые дополнительные инструменты для предварительной обработки перед началом сварочных работ.

Припой и флюс
Процесс пайки медных труб любого типа осуществляется с применением флюса и припоя. Припой представляет собой сплав, обычно на основе олова, температура плавления которого должна быть ниже температуры плавления меди. Он подается в зону пайки, разогревается до жидкого состояния и заполняет соединение. После охлаждения формируется герметичное и прочное соединение.
Для любительской пайки медных труб самостоятельно подойдут припои на основе олова с добавлением серебра, висмута, сурьмы и меди. Особенно высоко оцениваются составы с серебром, хотя они стоят дороже, а наиболее оптимальными по цене и качеству являются составы с добавлением меди. Есть также составы с добавлением свинца, но такие материалы категорически не подходят для применения в системах питьевого водоснабжения. В итоге все указанные виды припоя обеспечивают хорошее качество шва и простоту в пайке.

Мягкие припои продаются в небольших катушках-бобинах, в то время как жесткие припои имеются в пачках, нарезанные на небольшие куски. Перед началом пайки место соединения обрабатывается флюсом. Флюс представляет собой пастообразное или жидкое средство, которое помогает расплавленному припою затекать в соединение. В данном случае выбор флюса не так важен: подойдет любой состав для меди, а для его нанесения достаточно использовать небольшую кисточку.
Горелка
Для работы с мягким припоем следует купить небольшую ручную горелку, использующую одноразовый газовый баллон. Такие баллоны имеют объем от 200 мл и легко фиксируются на рукоятке. Температура пламени в таких горелках составляет от 1100 °C и выше, чего более чем достаточно для расплавления мягкого припоя.
Обратите внимание на наличие пьезорозжига — это важная функция, облегчающая работу. На ручке горелки также установлен вентиль, который регулирует длину пламени и контролирует подачу газа. Безопасность обеспечивает обратный клапан, который блокирует подачу газа в отсутствие пламени.

Некоторые модели снабжены отражателем пламени, который не дает пламени рассеиваться, создавая повышенную температуру в зоне пайки. Благодаря этому горелки с отражателем успешно используются в труднодоступных местах.
При работе с бытовыми и полупрофессиональными моделями будьте осторожны, чтобы не перегревать оборудование, чтобы избежать плавления пластика. Не рекомендуется выполнять сразу много соединений; лучше дать устройству остыть и за это время подготовить следующее соединение.
Сопутствующие материалы
Для нарезки медных труб обязательно нужен труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что проще обеспечить с помощью трубореза. Чтобы гарантировать ровный срез при использовании ножовки, можно воспользоваться обычным плотницким стуслом.

Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. Качество подготовки критически важно для надежности соединения, поэтому этому процессу следует уделить достаточное количество времени и усилий.
Подготовка соединения
Срез трубы должен быть строго вертикальным, без заусенцев, она не должна быть замятой, а краешек — ровным и гладким. Если есть какие-либо отклонения, возьмите фаскосниматель или наждачную бумагу и доведите срез до идеала.

Далее берем фитинг и вставляем в него трубу. Часть, которая будет находиться в раструбе, требует очистки. Удаляем трубу и с помощью шкурки снимаем верхний окисленный слой с этой части. Затем ту же процедуру проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс необходимо равномерно нанести на всю очищенную поверхность: как снаружи трубы, так и внутри фитинга. Никаких сложностей тут нет — просто равномерно распределите состав с помощью кисточки.

Пайка
После обработки фрагменты трубопровода вставляются один в другой и фиксируются. Если есть помощник, пусть он придержит детали, иначе придется работать самостоятельно. Далее разжигается горелка, и пламя направляется на место соединения. Температура пламени должна быть не ниже 1000 °C, и требуется нагреть зону соединения до 250-300 °C, что занимает 15-25 секунд. Можно ориентироваться по цвету флюса: как только он начал темнеть, значит время вводить припой.
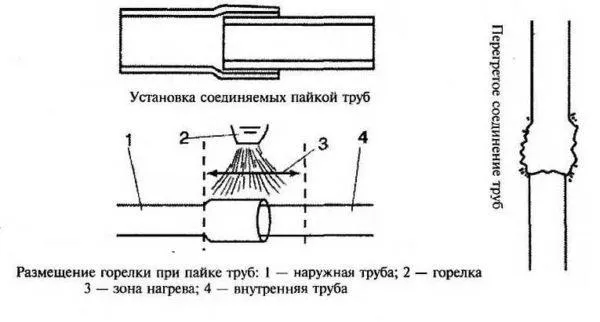
Чтобы добиться равномерного прогрева, держите пламя горелки направленным к центру стыка. Это обеспечит равномерный нагрев всей области соединения.

Припой следует вводить в область стыка, где происходит соединение фитинга и трубы. По мере нагрева он будет плавиться, распространяться и заполнять зазор между элементами. Припой вводится только на половину длины, так как при плавлении он наполнит остальную часть соединения. Собственно, на этом процесс пайки медных труб завершён. Остальные соединения производятся аналогично.
При использовании жесткого припоя процесс аналогичен, но могут потребоваться другие горелки, такие как газопламенные, и трубку нужно проворачивать, накручивая размягчившийся припой на трубу.