Если после выполнения торцевания произошло изменение положения свариваемых элементов в зажимах центратора (например, зажимы были сняты или установлены заново, а также регулировалось усилие затяжки болтов зажимов и подобные действия), то процедуру торцевания необходимо осуществить повторно. Это связано с тем, что неправильное выравнивание может значительно ухудшить качество сварного соединения.
Сварка труб ПНД своими руками
Полиэтиленовые трубы (ПНД), которые изготавливаются с диаметром в диапазоне от 20 до 1200 миллиметров, опираются на множество преимуществ, таких как лёгкость в монтаже. Они находят широкое применение в создании газопроводов и водопроводов, а также используются во внешних, внутренних и ливневых системах канализации. В зависимости от назначения и конкретной задачи, полиэтиленовые трубы могут быть как напорными, так и безнапорными — последние чаще всего применяются в системах канализации.
Соединение полиэтиленовых труб может осуществляется тремя различными способами: разъемным с помощью фланцев и фитингов, сварным неразъемным методом с применением специального оборудования и сваркой с использованием электромуфт. Сварное соединение является наилучшим вариантом, так как оно обеспечивает высокую прочность и герметичность швов, которые становятся устойчивыми к различным химически агрессивным средам.
Сварка ПНД труб – подготовительный этап работ
Прежде чем начать сварку ПНД труб, важно провести несколько подготовительных мероприятий, которые включают в себя:
- Приобретение и доставка труб и элементов крепежа (фитинги прямые, угловые, тройники и другие соединительные элементы) на участок, где будут проходить работы, учитывая размеры свариваемых труб.
- Организацию рабочего пространства, где будет размещено сварочное оборудование, и его очистку от посторонних предметов, чтобы обеспечить безопасное выполнение работ.
- Механическую обработку торцов ПНД труб и всех фасонных деталей, что важно для качественного соединения.
Обязательно перед началом работ проведите тщательную проверку сварочного оборудования на исправность и работоспособность.
Этапы подготовки оборудования:
- Визуально осмотрите различные узлы сварочного аппарата, проверьте исправность заземлителей и состояние электрических проводов, а также убедитесь в остроте ножей торцевателя.
- Подготовьте электрогенератор, заправив его топливом и проведя тестовый запуск.
- Очистите имеющиеся загрязнения и следы пристающего полиэтилена с деталей оборудования (скребка, торцевателя, нагревателя), затем обезжирьте все поверхности растворителем.
- Проверьте наличие масла и уровень его в гидросистеме сварочного оборудования, проведите испытания подвижного зажима на работоспособность, а затем смазать все трущиеся части специальными смазочными составами.
- Проверьте все контрольно-измерительные приборы, чтобы быть уверенным в их корректной работе.
Особенности
Сложности, с которыми могут столкнуться при эксплуатации труб ПНД, обусловлены схожестью их эксплуатационных и технологических качеств с трубами из полипропилена. Они не подвержены коррозии, и внутренняя поверхность этих труб не загрязняется налётом, что обеспечивает долгое использование. Трубы обладают высокой химической стойкостью, а материал, из которого они изготовлены, экологичен и долговечен.
Однако среди отличий стоит отметить низкую термостойкость. Поэтому трубы ПНД используются преимущественно в системах холодного водоснабжения и вентиляции, хотя иногда их применяют и для газопроводов. Важно помнить, что полиэтиленовые трубы могут использоваться в температурных диапазонах от -70 до +50 градусов Цельсия, а сшитый полиэтилен может выдерживать до +95 градусов, что делает его более универсальным.
На рынке ПНД трубы предлагают в диапазоне диаметров от 20 до 1200 мм, что делает их универсальными для применения в различных областях. В дополнение к водопроводам, трубы больших диаметров также приобретаются для санитарных систем — как для внутренних, так и для внешних.
Технические характеристики труб ПНД определяются свойствами полиэтилена низкого давления. Он легкий, что облегчает монтаж трубопровода, и достаточно прочный для работы под давлением в десятки атмосфер. Однако следует учитывать, что материал имеет ограничения при температуре ниже нуля — он становится хрупким, и при температурах выше 40 градусов теряет жесткость. При нагреве до 70 градусов полиэтилен незначительно увеличивается в размерах.
Ассортимент ПНД труб регулируется ГОСТом, опубликованным в 2001 году. Маркировка труб дает ясное понимание их характеристик и упрощает выбор нужных товаров. В маркировке присутствуют первые буквы, указывающие на поставщика, затем — сортамент ПЭ, размер, например, 1000 мм. Дополнительно маркировка содержит информацию о толщине стенок, возможном рабочем и максимальном давлении, дате выпуска и номере партии.
Технологическая карта маркировок также включает в себя цветовые обозначения в виде полос. Например, если раструб окрашен в желтый цвет, трубопроводы можно использовать для газоснабжения; если полоса синяя, то трубы подходят только для водоснабжения. Подключение труб проводится с учетом стандартных отрезков, доступных в продаже — от 5 до 25 метров. Кроме того, трубопроводы большого диаметра обычно изготавливаются на заказ с длиной до 0,5 километра, что минимизирует количество соединений.
Полиэтиленовые магистрали доступны по разумным ценам, что и обуславливает их популярность. Рассмотрим подробнее основные виды возможного соединения ПНД отрезков между собой.
Виды
Наиболее распространенным и практичным способом соединения ПНД труб является сварка. Технология сварки полиэтиленовых труб низкого давления несложна, однако, как и в других работах, здесь есть свои нюансы, которые известны специалистам в области монтажных работ. Мастера при выполнении сварки используют различные методы, и качество работы напрямую зависит от применяемого оборудования и инструментов. Соблюдение технологических норм является ключевым аспектом. Популярные методы включают экструзионную, терморезисторную, раструбную сварку, а также электросварные и стыковые технологии.
В любом случае сварка ПНД считается самым прочным и надежным методом соединения, который даже превосходит по надежности материал самих труб. Этот процесс включает в себя нагрев и расплавление торцов двух труб, а также возможны муфтовая и фитинговая сварка. Специалисты проводят строгую настройку температуры воздействия. Для улучшения качества соединения применяются дополнительные детали и инструменты. Давайте подробнее разберем основные виды производимых работ.
Электромуфтовая
Электромуфтовая сварка труб ПНД требует высокой степени внимания и аккуратности при выполнении работ.
Электромуфтовая сварка включает в себя следующие условия:
- Зачистка и обезжиривание поверхностей труб спиртом;
- Точные центры и диаметры установленных муфт;
- Вставка труб в муфты;
- Подключение и нагрев аппарата до необходимой температуры;
- Подача электричества для нагрева муфты;
- Остужение муфт в свободном, но зафиксированном состоянии.
Электромуфтовая сварка подходит для соединения труб диаметром 20 мм и выше. Данный метод особенно полезен, когда трудно добраться до трубопровода. Для размещения сварочного аппарата для стыковых соединений требуется заданная позиция, так же как и для других инструментов (резьбовых и фитинговых элементов). Во время работы ток подается на муфты, которые нагреваются, при этом концы труб расплавляются, что обеспечивает их плотное соединение с внутренней частью муфты. Этот метод также подходит для соединения труб разных диаметров или различных марок полиэтилена.
Электромуфтовой сваркой можно создать надежные узловые и седловые соединения трубопровода. Данный метод отлично подходит для монтажа водопровода в частном доме, и даже для самостоятельного укладывания канализации. Популярность электромуфтового метода также объясняется возможностью легко соединить трубы из полиэтилена с металлизированными резьбовыми соединениями. Универсальные возможности этого метода значительно способствуют его распространению.
Соединение швов встык
Стыковая сварка, или сварка швов встык, применяется для магистралей размером не более 50-70 мм, при этом допустимая толщина стенок не должна превышать 4-4,5 мм.
При выполнении сварных работ необходимо учитывать следующие правила:
- Работы следует проводить на ровной, стабильной поверхности;
- Толщина стенок свариваемых труб должна быть одинаковой;
- При работах на открытом воздухе нужно закрывать обратные концы труб заглушками, так как сквозняк, создаваемый ветром, может снизить температурные показатели и негативно отразиться на качестве сварного шва;
- Свариваемые детали должны быть чистыми как внутри, так и снаружи, устранение загрязнений обязательно, так как мусор и пыль могут негативно влиять на качество сварки. Зажимы сварочного устройства также должны быть чистыми.
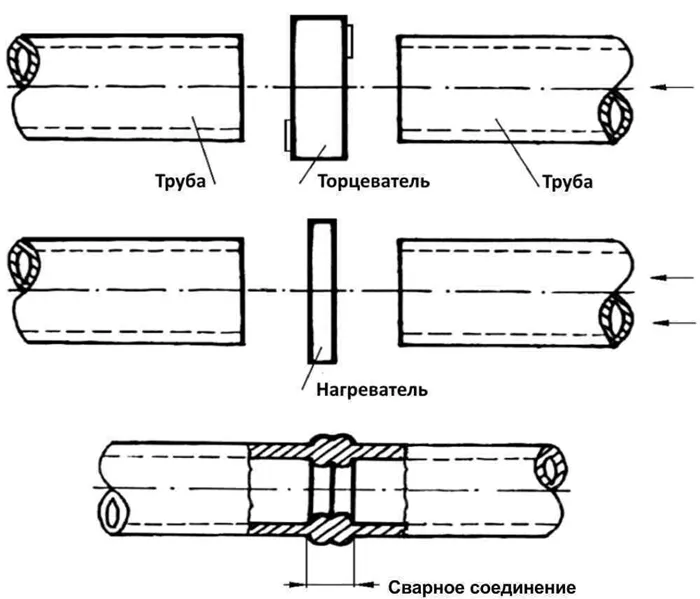
Стыковая сварка труб ПНД
Процесс сварки пластиковых труб нагретым инструментом включает в себя следующий алгоритм: с помощью специального сварочного оборудования необходимо нагреть концы свариваемых элементов до температуры плавления, затем соединить трубы под давлением и охладить их, пока сварной шов не достигнет необходимой прочности.
Преимущества сварки ПНД встык по сравнению с другими способами
Основным преимуществом технологии стыковой сварки по сравнению с другими методами соединения ПЭ труб является отсутствие необходимости в дополнительных соединительных элементах (фитингах) — свариваются непосредственно торцы труб. При этом прочность сварного шва не уступает прочности самой трубы. Следовательно, чем больше диаметр трубопровода, тем заметнее экономия на каждом сварном соединении.
Кроме того, важное преимущество сварки встык — возможность использования данного методапри прокладке трубопроводов через горизонтально-направленное бурение, а также при восстановлении старых трубопроводов с помощью протяжки внутри пластиковых труб: при стыковой сварке в отличие от муфтовой увеличивается лишь внутренний диаметр, что позволяет сохранить прочность конструкции.
Краткая инструкция по процессу стыковой сварки ПЭ труб
Согласно российскому ГОСТу Р 55276 (на основе европейского стандарта ISO 21307) предусмотрено три метода сварки встык: сварка при единственном низком давлении, сварка при двойном низком давлении и сварка при единственном высоком давлении. Однако в настоящее время (по состоянию на 2020 год) наиболее часто применяется сварка при единственном низком давлении, которая близка к традиционно используемым немецким нормам DVS 2207-1.
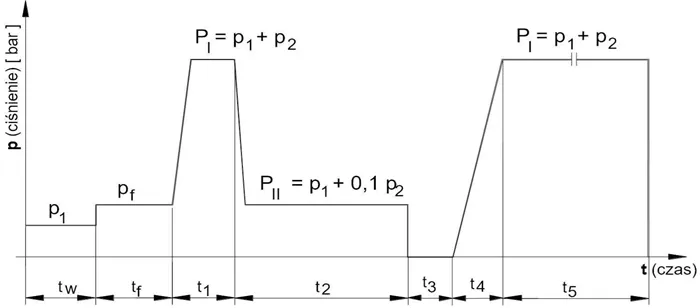
Диаграмма процедуры сварки труб ПНД встык
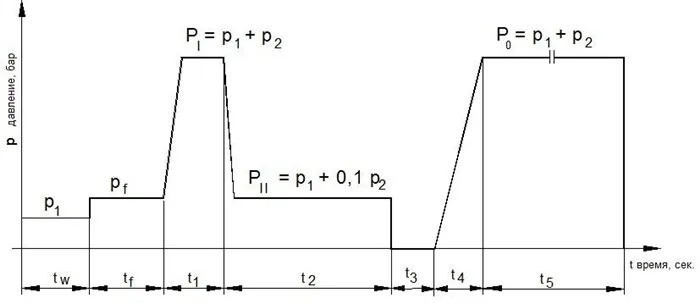
Время t, сек:
tw – подготовка (крепление элементов, настройка давления и так далее);
tf – торцевание;
t1 – выравнивание (длится до образования валика, высота которого соответствует табличному значению);
t2 – прогрев;
t3 – технологическая пауза (для снятия нагретого инструмента с центратора);
t4 – подъем давления;
t5 – охлаждение под давлением РО.
Давление p, бар:
p1 – перемещение;
pf – торцевание;
PI – выравнивание;
PII – прогрев;
p2 – табличное значение давления для свариваемой трубы;
Pо = PI – охлаждение под давлением.
* Табличные значения давления в гидросистеме сварочного аппарата указываются производителем устройства. Они могут варьироваться в зависимости от модели, так как разные аппараты при одинаковом показателе давления на манометре будут создавать различное давление прижима.
Этапы процесса сварки нагретым инструментом встык
Очистка торцов труб, поверхностей торцевателя и нагревателя
Перед закреплением свариваемых труб в центре, необходимо очистить их внутренние и наружные поверхности от загрязнений при помощи чистой безворсной ткани. Убедитесь, что в зоне сварки нет мусора. Также требуется очистить поверхности торцевателя и нагревателя; для обезжиривания последних можно использовать специальные средства, такие как пропитанные спиртом салфетки.
Если производится монтаж труб, находящихся в защитной оболочке, сначала необходимо снять внешний слой, чтобы обеспечить возможность максимально надежного крепления в центраторе (если это не запрещается производителем трубы).
Фиксация свариваемых элементов
После того как трубы закреплены в центре, устраняйте все смещения кромок, если они имеют место. Для правильного выставления труб рекомендуется использовать роликовые опоры или специальные подставки. Это не только поможет отцентровать элементы, но и уменьшит трение труб о грунт и снизит давление перемещения.

Торцевание труб
Процесс торцевания свариваемых труб (срезание стружки с их концов с помощью специального инструмента) необходим для создания параллельных поверхностей, что критично для успешного выполнения сварки. Процедуру нужно выполнять до момента появления непрерывной стружки толщиной, равной толщине стенки соединяемых труб.
При этом давление прижима должно незначительно превышать давление перемещения, чтобы обеспечить достаточное усилие для врезания ножей в трубы. Увеличение давления не ускоряет процесс, но может привести к быстрому износу оборудования. Выполняйте торцевание непосредственно перед сваркой, и старайтесь избегать контакта с обработанными поверхностями руками.
Подготовка к сварке.
Перед началом работы с аппаратом следует удостовериться в правильности функционирования всех защитных механизмов, отсутствии блокировок подвижных частей, а также проверить наличие видимых дефектов и правильную установку всех компонентов.
Важно! Необходимо уделить особое внимание проводам питания и электрическим компонентам аппарата: например, нагревательной плите и торцевателю. Система питания обязательно должна быть защищена предохранителем соответствующего типа.
Для получения качественного сварного шва необходимо выполнить такие действия:
- Если погодные условия неблагоприятные, установите защитный навес над местом сварки;
- Соблюдая условия, разместите сварочный аппарат и комплектующие как можно ближе к месту выполнения работ. Выделите сухую и чистую поверхность для установки, если территория будет грязной, рекомендуется использовать поддоны или доски;
- Обеспечьте подведение к месту сварки питания 230V (+5%, -10%), 50 Гц, либо от энергосети, либо от генератора с необходимой мощностью;
- Установите центратор на место сварки и подготовьте необходимые зажимы подходящего размера в зависимости от величины соединяемых труб. Откройте зажимы и при необходимости вставьте редукционные кольца. Закрепите зажимы с помощью крепежных винтов;
- Симметрично зафиксируйте элементы для сварки, чтобы по отношению к краям зажимов они выступали минимум на 3 см. Если возникли трудности с обеспечением соосности, используйте специальные подставки для труб, чтобы отрегулировать высоту их опоры;
- Подключите главный провод питания к линии с заземлением, используя исправный трехжильный провод (или удлинитель);
- Проверьте положение выключателя дифференциального тока (который защищает также от перегрузок), должен быть в положении «1», затем включите главный выключатель;
- Запрещается использовать двухжильный провод питания. Obligatorно применяйте только трехжильный удлинитель.
Процесс сварки.
Процесс сварки встык ПНД и ПЭ труб можно разделить на три основных этапа:
- Подготовительные операции;
- Сварка;
- Заключительные операции.
Подготовительные операции
Установка начального давления (давления перемещения) p1.
Ключевым моментом является регулировка и измерение минимального значения давления для перемещения труб. Это необходимо для преодоления внутреннего сопротивления устройства, связанного с трением деталей между собой, а также для преодоления внешнего сопротивления, имеющегося при перемещении труб. Измерение начального давления p1 осуществляют следующим образом:
- Убедитесь, что спускной клапан закрыт;
- Установите сервоприводы блока крепления-соединения в центральное положение;
- Отпустите клапан DBD до уровня, чтобы рабочее давление было меньше, чем давление перемещения;
- Сжмите рычаг прижима (сервоприводы остаются неподвижными). После этого закрутите клапан DBD до момента, когда система управления сможет позволить перемещать трубы в обе стороны;
- Прижмите трубы друг к другу и фиксируйте показания давления на манометре в момент соприкосновения. Запомните это значение как p1, так как оно необходимо будет для дальнейших работ.
Важно! Опять же, проверьте состояние проводов питания и электрических компонентов аппарата: нагревательной плитки и торцевателя. Система питания должна иметь правильный предохранитель для безопасности.
Установка давления торцевания pf.
Давление на фрезеровочный диск должно быть настроено таким образом, чтобы запустить процесс торцевания, но без остановки двигателя торцевателя, так как это может привести к его повреждению. Это давление рассчитывается с помощью формулы:
где p1 – начальное давление, p2 – давление согласно таблице для свариваемой трубы.
Торцевание торцов соединяемых труб.
Первым делом нужно достать торцеватель из инструментария и установить его на центратор, зафиксировав защёлкой от выпадения. Затем приближаете концы труб к фрезерному диску, осуществляя давление для запуска торцевания, так чтобы обе заготовки начали обрабатывать, пока стружка не начнет поступать непрерывно и ее максимальная толщина не превысит 0,2 − 0,3 мм. При завершении работы выключите торцеватель и сделайте паузу, затем уберите инструмент в подставку. Если возникла ситуация, когда двигатель остановился, отведите концы труб от фрезеровочного диска и отключите его. После этого снижается давление прижима. Необходимо очистить торцевую поверхность и внутреннюю часть труб от остатков стружки с помощью чистойdry cloth. Leave no debris inside.
Проверка правильности подготовки поверхности.
Соединенные сгенерированные поверхности следует приблизить друг к другу, и обязательно проверить параллельность стыковых торцов, которая не должна превышать 0,3 мм. В противном случае необходимо повторить торцевание. Следите за соосностью торцов обоих свариваемых элементов, которая не должна превышать 10% от толщины стенки (0,1) или алармагнтованна. Если будут обнаружены незначительные отклонения, можно осторожно вращать один из элементов вокруг своей оси, чтобы достичь нужной точности, после чего нужно выровнять торцы с помощью подвижных роликов.
Подготовка трубы
Эффективность сварки ПНД во многом зависит от правильной подготовки трубопровода, которая включает в себя следующий набор действий:
- Торцовка. Это действие необходимо для выравнивания торцов труб. Выполняется с использованием торцевателя с вращающимся ножом. Процесс занимает около одной минуты, что значительно снижает возможность появления щелей, повышая качество последующего шва. Используйте именно торцеватель, а не болгарку, так как это поможет повысить эффективность сварочных работ ПНД.
- Зачистка. При электромуфтовой сварке необходимо снять специальным скребком верхний слой, который будет заходить в муфту. Это необходимо для удаления тугоплавкого оксида, который может создать проблему при сварке. Для монтажа труб диаметром более 200 мм подходящими будут специальные круговые скребки, которые упрощают процесс, так как они не требуют значительного усилия для обработки объемных заготовок.
- Обезжиривание. Используйте спиртовые салфетки для удаления следов жира, мусора и пыли, что предотвратит появление посторонних включений в плавленом полиэтилене шва.

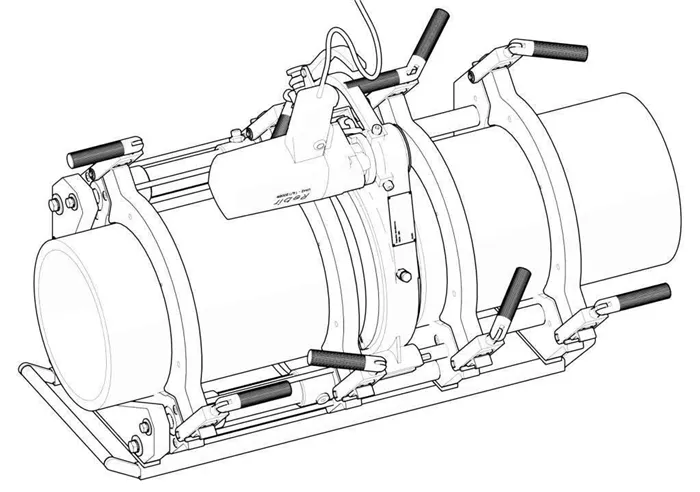
Использование подходящего центратора
Для повышения эффективности процесса сварки полиэтиленовых труб необходимо применять качественный центратор. Важным критерием является отсутствие люфтов в конструкции и широкий диапазон размеров, что позволяет использовать одну модель для соединения труб разного диаметра. Например, хорошим вариантом будут центраторы с диапазоном 315–630 мм или 40–315 мм.
Для ещё большей эффективности рекомендован центратор с гидроприводом, который оправдывает свое применение благодаря тому, что сведение сторон обеспечивается цилиндрами, на которые воздействует масляный насос. Это исключает необходимость крутить ручку механического привода, что направлено на решение проблемы ускорения процесса и экономии времени в условиях больших объемов работ.
Компания ПРОСВАР занимается производством качественных стыковых и электромуфтовых аппаратов для ПНД труб, что упрощает процесс работы и гарантирует высокое качество швов. Если вам нужна консультация по выбору модели для эффективной сварки полиэтиленовых труб, обращайтесь к нам по телефону 8 (800) 301-11-81. В случае, если у вас есть необходимость выполнить большие объемы работ, а оборудование понадобится не надолго, мы также предлагаем возможность аренды необходимого инструмента.