Для достижения необходимой температуры паяльник прогревает плиту, которая, в свою очередь, нагревает насадки. Терморегулятор контролирует поддержание нужной температуры насадок. В следующей статье мы подробно рассмотрим процессы пайки и распространенные ошибки, возникающие при соединении полипропиленовых труб. Мы настоятельно рекомендуем вам ознакомиться с этой информацией.
Как спаять пластиковую трубу с текущей по ней водой
При необходимости врезаться в уже существующую водопроводную систему, выполненную из пластика, для выполнения пайки требуется перекрыть подачу воды. Однако, если это касается стояка, по которому в течение длительного времени может продолжаться сброс воды сверху, то следует учитывать, что бывают случаи, когда шаровой кран начинает обрастать минеральными отложениями внутри, что мешает полному перекрытию потока воды. В таких обстоятельствах традиционный метод сварки может не подойти. Мы опишем, как можно выполнить пайку пластиковых труб даже в условиях наличия воды с использованием различных устройств.
Сразу стоит отметить, что сварка под давлением жидкости невозможна. В нашем случае речь идет о каплях воды, которые могут стекать из трубы, или даже небольшой струе, если кран не перекрыт полностью. Обычный метод с использованием паяльника оказывается неэффективным, так как для успешной пайки необходимо расплавить как поверхность трубы, так и внутреннюю часть муфты. Это позволит соединить материал на молекулярном уровне. Но пока паяльник, нагретый до 300 градусов, находится на трубе, проходящая вода будет испаряться при контакте с ним. Однако, как только инструмент будет убран, вода вновь начнет течь, что охладит пластик и сделает шов негерметичным. По этой причине основная задача заключается в том, чтобы остановить поток воды выше по трубе, создавая преграду. Теперь рассмотрим несколько методов, которые позволят спаять полипропиленовые или полиэтиленовые трубы даже в условиях присутствия воды.

Как спаять пластиковую трубу с водой при помощи специального приспособления
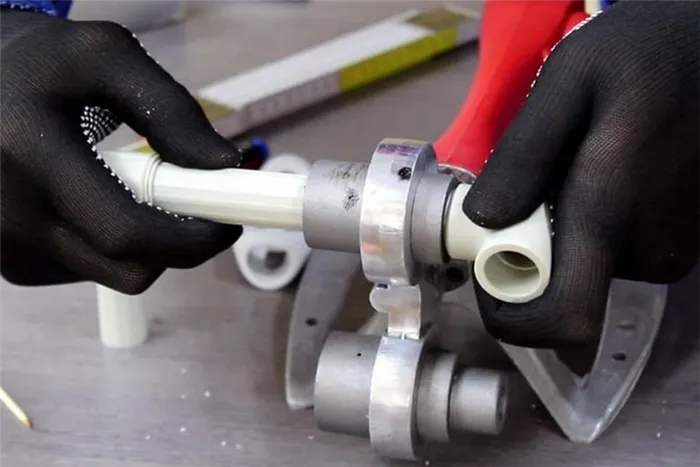
Первая рекомендация касается процесса пайки трубы, по которой течет вода. Этот метод подойдет профессионалам, которые часто сталкиваются с подобной проблемой. Для сварки полипропиленовых труб диаметром 20 мм, которые часто используются в системах водоснабжения, горячего водоснабжения и отопления, применяется специальное устройство. Его внутренний диаметр составляет 13,2 мм. Для предотвращения прохождения воды в этом случае используются оцинкованные болты длиной 100 мм и резинки, которые можно заменить подходящими бочонками от одноразового 20-кубового шприца. После снятия с штока, в их центре вырезается отверстие, равное диаметру болта. Для таких манипуляций требуется всего три резинки.
Косые гайки фиксируются на середине болта, чтобы они служили упором. Затем надевается шайба, после чего на болт устанавливаются три резинки от шомпола, которые фиксируются с другой стороны шайбой с гайкой. Головка болта обтачивается на наждачном круге до размера, подходящего для входа в торцевую головку, которая помещает его внутрь 20-мм пластиковой трубы. Далее, при стягивании гаек резинки начинают сдавливаться и расширяться, обеспечивая герметичное перекрытие внутреннего канала.

Теперь важный момент — пошаговая инструкция по пайке полипропиленовой трубы с использованием данного устройства. Сначала стоит заготовить конец трубы с муфтой шарового крана для перекрытия потока воды, чтобы спокойно выполнять разводку:
- Установите приспособление в трубе так, чтобы головка болта не выступала наружу.
- С помощью торцевой отвертки разожмите резинки, перекрывая ток жидкости.
- Промойте край пластиковой трубы с помощью ветоши перед сваркой.
- Разогрейте паяльник, разместив концы трубы и муфты на рабочих частях.
- Держите в течение 5–8 секунд, затем соедините детали, проверяя их соосность.
- Подождите, пока соединение не остынет.
- Установите ручку шарового крана для открытия прохода.
- При помощи удлинителя для торцевой отвертки поверните установленные болт против часовой стрелки.
- Расшатывающими движениями извлеките шток с резиновыми уплотнителями из трубы.
- Далее закройте шаровой кран и продолжайте разводку в сухом режиме.
С помощью этого метода паять пластиковые трубы можно не только с капающей жидкостью, но даже с протекающим по ним небольшим потоком. Однако важно не перегревать торцы полипропиленовых труб, иначе внутренний наплыв затруднит извлечение приспособления.

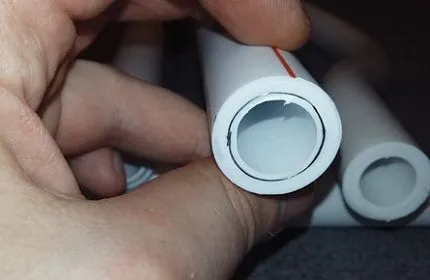
Трубы и вспомогательные элементы для сборки
Одним из непцовторимых плюсов полимерных труб является простота их монтажа.
Монтажные работы можно осуществлять практически в любом месте: как открытым способом на стенах, так и скрыто под полом.
Если сварка водопроводных труб из полипропилена будет произведена с соблюдением всех норм, собранная система будет функционировать без необходимости в ремонте на протяжении многих десятилетий.
Полимерные трубы производятся с диаметрами от 20 до 110 мм. Для бытовых нужд чаще всего используются изделия с размерами 20/25/32/40 мм. Область применения определяется показателем номинального давления материала.
В маркировке этот показатель обозначается буквами PN:
- PN 10 – используются для холодного водоснабжения.
- PN 16 – применяются для холодной воды под более высоким давлением, а также в системах теплого пола.
- PN 20 – такие изделия могут использоваться без ограничений, кроме температурного режима жидкости, проходящей через них, который не должен превышать 75 °C.
- PN 25 – универсальные изделия, подходящие для холодного и горячего водоснабжения с температурой до 90 °C.
В продаже также доступны полимерные изделия с дополнительным армированием.
Армированные приспособления предназначены для прокладывания по длинным участкам, где необходимо снизить линейное расширение, возникающее при изменении температуры.
Главной особенностью полимерных труб является их недостаточная гибкость.
Поэтому все изменения направления при прокладке магистрали осуществляются только с использованием прямых участков, соединенных между собой дополнительными фурнитурными элементами:
- крестовины – для ответвлений основного потока;
- тройники – для множественных потоков;
- муфты – соединяют трубы на прямом участке;
- отводы – меняют направление трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, что позволяет соединять полимерный трубопровод с металлическими компонентами.

Для того чтобы швы были максимально прочными и герметичными, важно обеспечить точное соответствие диаметров соединяемых элементов.
При выборе вспомогательных элементов следует обращать внимание на два параметра: внутреннее сечение изделий и их стенки. Эти параметры обязательно должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
Существует два основных метода соединения труб, выполненных из полимерных материалов, в зависимости от условий монтажа:
- Пайка – процесс, при котором разогреваются и соединяются расплавленные концы элементов.
- Без пайки – метод, предполагающий соединение труб при помощи компрессионных фитингов или, так называемой, холодной сваркой.
Второй метод является более удобным, так как для его осуществления не требуется специальное оборудование. Все операции можно выполнить с помощью простого инструментального набора – обжимного ключа.
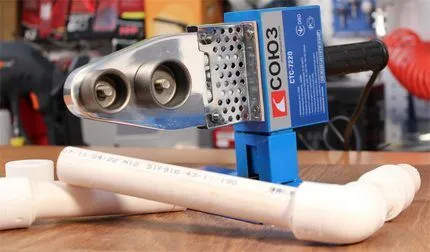
Сварка полипропиленовых труб на строительном объекте выполняется с применением сварочного аппарата, конструкция которого напоминает утюг.
Комплект сварочной машины для полипропиленовых труб включает в себя насадки, предназначенные для оплавления внешней стороны трубы, и дорны для оплавления внутренней.
Нагревательная часть сварочного аппарата достигает заданной оператором температуры и передает ее насадкам и дорнам, которые расплавляют соединяемые полимерные элементы до состояния вязкости.
Во время разогрева необходимо строго соблюдать рекомендованное время, которое зависит от толщины стенки полипропиленовой трубы. Причем соблюдать это время очень важно: перетепление может привести к деформации соединяемых деталей, а недогревание – к образованию недостаточно прочного соединения.
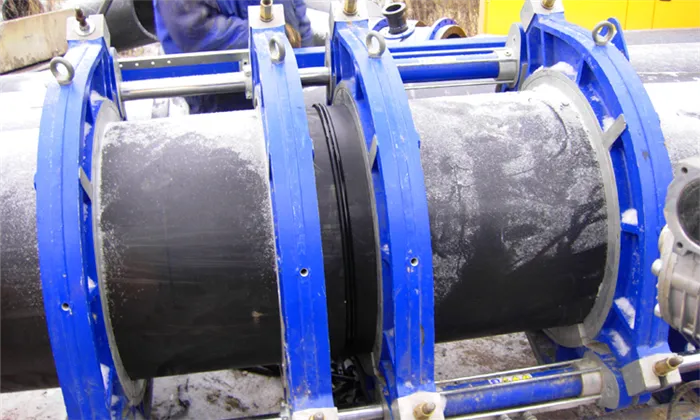
Полипропиленовые трубы с толщиной стенки свыше 4 мм и диаметром более 50 мм свариваются методом стыковой сварки:
Трубы, диаметр которых превышает 50 мм, соединяются с использованием стыковой сварки, проводимой с помощью аппарата с дисковым нагревательным элементом.
Дисковый нагреватель подбирается в зависимости от диаметра соединяемой трубы.
Перед тем как нагреть необходимые участки трубы, их следует подготовить – торцевые части необходимо отрезать, чтобы они имели идеальную поверхность, строго перпендикулярную оси трубы.
После разогрева, отрезанные участки трубы быстро соединяются между собой, пока разогретый полимер еще не начал застывать. Важно выполнять эту процедуру уверенно и учитывать соосность.
Подготовка труб к сварке
Насадки из тефлона, используемые для сварки полипропиленовых труб, необходимо тщательно очищать от остаточных частиц расплавленного пластика при помощи грубой ветоши из термостойкой ткани, например, брезента. После остывания несоблюдение этой процедуры может привести к повреждениям тефлонового слоя, что в дальнейшем усложнит процесс прилипания разогреваемого полимерного материала.
Обратите внимание! Нельзя обезжиривать торцы соединяемых полипропиленовых труб растворителями, бензином, спиртовыми растворами, ацетоном и прочими агрессивными жидкостями, так как они могут разрушить поверхность пластика.
Паяльники, используемые для сварки полипропиленовых труб, снабжены управляющей панелью, на которой необходимо установить нужную для пайки температуру: +260 градусов Цельсия. Нагревательный элемент должен быть равномерно прогрет по всей длине, для достижения чего может потребоваться от 10 до 15 минут. Если окружающий воздух теплый, подготовка инструмента занимает меньше времени и наоборот. При отрицательных температурах эксплуатация пластика не рекомендуется.
Порядок выполнения диффузной пайки
Для соединения торцов элементов, подлежащих сварке, можно применять технологию раструбной пайки или использовать специальные фасонные детали – соединительные муфты, которые будут служить соединительными звеньями (при работе с трубами диаметром до 63 мм). Эти соединители могут быть заменены обрезками трубы, диаметр которых окажется большим по сравнению со свариваемым участком трубопровода. При этом края обязательно необходимо расплавить для обеспечения хорошей стыковки.
При реализуемой раструбной пайке необходимо точно стыковать соединяющиеся элементы с качественной зачисткой краев. Наличие неровностей и заусенцев, оставшихся при обрезке, недопустимо. Торцы следует расплавлять с помощью специального устройства для сварки полипропиленовых труб, что обеспечит их диффузное соединение. Неаккуратная торцовка может вызвать погрешности, которые, в конечном итоге, станут причиной протечек или разрушения швов.
Предварительная разметка упрощенной схемы расположения трубопроводов на стене значительно облегчает их прокладку. Использование данного метода позволяет контролировать ориентацию элементов трубопроводной магистрали в процессе выполнения работ.
Специалисты советуют перед началом прокладки тщательно измерять длину всех соединяемых элементов трубопровода, что позволит избежать необходимости подгонки деталей в процессе сварки. Если используются муфты, полипропиленовые трубы следует резать с учетом запаса на их монтаж. При монтаже встык важно учитывать возможную деформацию деталей и уменьшение длины во время плавления краев (около 2 мм на каждый торец).
Для сварки полипропиленовых труб диаметром более 40 мм необходимы специальные приспособления, обеспечивающие правильное положение соединяемых деталей. Использование подобного инструмента требует соответствующей квалификации и навыков. В комплект поставки входят тефлоновые насадки (нагревательные элементы) с диаметрами от 14 до 63 мм, которые служат для нагрева как наружной, так и внутренней стороне труб.
Некоторые модели могут быть оснащены подставками, которые предотвращают переворачивание паяльника, установленного на ровной поверхности в доступном для мастера месте. Перед началом работы следует подготовить рядом нужные насадки. Часто производители предусматривают возможность одновременного использования нескольких съемных нагревательных элементов разного диаметра.
Для резки труб из полиэтилена под углом 90 градусов используются специальные ножницы. Срезы требуют шлифовки с помощью наждачной бумаги, а перед сваркой необходимо обезжиривание с использованием неагрессивных составов, например, мыльного раствора, а затем тщательная сушка. Обратите внимание на маркировку. Трубы PN от 10 до 20 можно сваривать сразу, а PN 25 требует предварительной зачистки с помощью шейвера для удаления слоя пластика и алюминия на глубину, соответствующую расстоянию между краем используемой тефлоновой насадки и ограничителем.
Установка элементов трубопровода выполняется поэтапно. Сначала концы стыкуемых деталей нагреваются до плавления нагревателями соответствующего диаметра, а затем их соединяют. Для достижения расплавления пластика конец трубы вводится в гильзу на длину зачищенного участка, пока не дойдет до ограничителя, в то время как муфта надевается до упора на дорн. Крайне важно контролировать положение детали, чтобы избежать перекосов, а также точно выдерживать время нагрева.
Выбираем инструменты для работы с полипропиленом
Для успешного выполнения работы вам понадобятся следующие инструменты:
- труборез
- торцеватель или фаскосниматель
- обезжириватель и салфетка
- сварочный аппарат для труб
- насадки для сварочного аппарата
Стоимость комплекта профессиональных инструментов для работы с полипропиленом начинается от 60 000 рублей. Для сравнения, стоимость подобного комплекта оборудования для работы с металлопластиковыми трубами составляет от 200 000 рублей. Если вы не хотите приобретать инструменты, вы можете арендовать их, например, у Петровича. Лучше арендовать их на несколько дней, чтобы успеть потренироваться перед выполнением серьезной работы.
Труборез
Для качественной сварки трубы необходимо подготовить ее так, чтобы срез был ровным и выполнен под прямым углом к самой трубе. Для этой цели вам понадобится хороший труборез. Неправильный срез может привести к тому, что выступающая часть при плавлении войдет внутрь трубы, уменьшив ее диаметр и, соответственно, объем проходящей воды.
Выбор трубореза зависит от диаметра трубы:
- Для труб диаметром до 32 мм вы можете выбрать любой труборез, с которым вам удобно работать. Более дорогие модели обычно более удобны в использовании и служат дольше. Жесткие трубособиратели стоят дороже, но обеспечивают более ровный срез.
- Для всех труб диаметром более 32 мм подбирайте только роликовый труборез, другие модели могут не справится со срезом труб большого диаметра.
Если у вас нет трубореза, вы можете воспользоваться пилой по металлу с мелкими зубьями. Однако, использование болгарки для этой цели стоит избегать, так как срез будет неровным и оставит зазубрины, что приведет к проблемам с геометрией отверстия.

Артем Иванов
- Подвижные элементы таких инструментов могут сильно люфтить, что потребует больше усилий, однако срез все равно может получиться кривым.
- Качество стали или термообработки роликов может быть низким, и в таком случае режущие кромки быстро затупятся.
Торцеватель или фаскосниматель
Армированные полипропиленовые трубы бывают как с внешним, так и с внутренним армированием. Главное отличие заключается в расположении алюминиевого слоя — внутри или снаружи трубы. Чтобы правильно сварить армированные трубы, важно, чтобы в месте сварки не осталось металлического слоя. Для его удаления пригодятся специализированные инструменты:
- Фаскосниматель нужен для полипропиленовых труб с внешним армированием. Он представляет собой насадку на трубу с небольшой режущей кромкой внутри.
- Для труб с внутренним армированием необходим торцеватель. Они бывают как ручные, так и в виде насадок для перфоратора.
Обезжириватель и салфетка
При сварке трубы и фитинга, материалы в месте сварки подвергаются полимеризации. Чтобы обеспечить прочное соединение, следует удостовериться в чистоте мест сварки. Очистите их с помощью сухих салфеток из спанлекса, чтобы удалить всю грязь. Для обезжиривания подойдут ацетон, уайт-спирит, изопропиловый спирт или нефрас.
Артем Иванов
Сварочный аппарат
Качество соединения трубы и фитинга во многом зависит от сварочного аппарата для полипропилена. Ниже перечислены характеристики, которыми должен обладать хороший сварочный аппарат:
Свариваем трубу и фитинг
Сравнительно с подготовительным этапом, весь процесс сварки занимает всего несколько секунд:
- С усилием вставьте трубу и фитинг в соответствующие насадки сварочного аппарата.
- Подержите их в сварочном аппарате около 5 секунд, пока материалы не прогреются.
- Извлеките трубу и фитинг из насадок и быстро соедините их нагретые части.
- Удерживайте соединение так в течение 6–7 секунд.
- Положите сваренные трубу и фитинг на пол или верстак для их остывания.
Несмотря на простоту процесса, у сварки есть свои нюансы.
Отбракуйте материалы
Трубы и фитинги обязательно нужно вставлять с усилием в раскаленные насадки. Если они легко входят в холодные насадки, значит, они их почти не касаются и не прогреются должным образом — объемное и прочное соединение в таком случае не достигается. Соответственно, такие трубы и фитинги стоит выбросить как брак.

Почему протекает фитинг и как устранить течь самостоятельно
Ставьте отметки
При установке трубы в сварочный аппарат с немалой вероятностью вы можете загнать трубу глубже, чем это нужно. Поэтому важно заранее отметить граніцы горячей зоны — расстояние, на которое полипропиленовая труба поступает в насадку сварочного аппарата и фитинг. Ориентируйтесь на нашу таблицу ниже.
Пример использования таблицы. Например, если у вас труба диаметром 20 мм. На каком расстоянии стоит поставить отметку?
Горячая зона трубы составляет 13 мм (согласно таблице). К этому числу добавляем 2 мм — для наплыва пластика на границе с фитингом. В итоге получается, что на трубе нужно сделать отметку на расстоянии 15 мм от среза. Именно такая глубина считается правильной для вставки трубы в насадку сварочного аппарата.
Размеры горячей зоны трубы
Не перегревайте трубы
Если трубы выдерживать слишком долго в сварочном аппарате, соединение может стать менее надежным, так как материал начинает обгорать, на нем образуется оксидный слой, что мешает полимеризации. Оптимальное время нагрева для трубы диаметром 20 мм составляет 5 секунд. В случае увеличения диаметра трубы, время прогрева также стоит медленно увеличивать.
Контрольное время нагрева и соединения трубы с фитингом
Не вращайте трубу в фитинге
После стыковки трубы и фитинга не вращайте их. Иначе соединение из перемешанного материала, который уже начал остывать, может нарушиться. В результате такое соединение будет менее прочным.
Собирайте максимум узлов на столе
Собирайте как можно больше узлов на рабочем столе, даже для более сложных систем разводки. А уже на стене соединяйте между собой готовые узлы. Это значительно упростит и сократит время работы.
Соблюдайте технику безопасности
Во время работы с горячими деталями сварочного аппарата можно случайно задеть стол или другие поверхности, что может вызвать пожар. Поэтому лучше работать не на обычном столе, а на верстаке, обеспечив надежное крепление сварочного оборудования. Это возможно благодаря специальным креплениям, которые часто идут в комплекте некоторых моделей.
Также не забудьте об использовании защитных перчаток, чтобы предотвратить ожоги на руках.
Сварка труб: методы соединения изделий
Пластиковые трубы нашли широкое применение в трубопроводах разной целевой направленности. Они не подвержены коррозии, легко монтируемы и требуют минимального обслуживания.
Хотя монтаж таких изделий и отличается простотой, он требует соблюдения определенной специфики. Особенно это касается соединения частей конструкции.
Сварка пластиковых труб делится на две основные группы:
Холодная сварка представляет собой соединение труб с использованием клеевых составов или прижимных фитингов. Для этого не требуется специальное оборудование и дополнительные навыки. Этот метод подходит только для трубопроводов, которые будут использоваться для транспортировки жидкостей с низким давлением.
Высокотемпературная сварка требует наличия специализированного оборудования, навыков работы с ним и строгого соблюдения инструкции по проведению работ.
Изделия, полученные таким способом, можно использовать в любых условиях, где подойдут цельные трубы из того же материала.
Шов, полученный в результате сварки под нагревом, отличается высокой прочностью и герметичностью, способен выдерживать работу в условиях высоких давлений.
Классификация видов горячей сварки:
- Раструбная сварка – соединение труб разного диаметра. В процессе работы происходит нагрев внутренней поверхности более крупной трубы и внешней части меньшей, после чего их соединяют.
- Стыковая сварка – соединение труб одинакового диаметра.
Сварка труб встык: основные технологические операции
Сварка труб встык начинается с подготовки торцевых частей изделий. Их необходимо ровно отрезать c использованием трубореза, выровнять и очистить, а затем подвергнуть механической обработке с использованием торцевателя.
Далее следует процесс нагрева соединяемых поверхностей с применением соответствующего устройства.
Аппарат для сварки труб встык
Аппарат для стыковой сварки представляет собой плоский нагревательный инструмент с держателем, оснащенный термостатом и подключаемый к источнику энергии.
Его применяют с обеих сторон для укладки концов труб. После завершения процесса нагрева свариваемую часть извлекают.
Извлечение насадки может осложниться прилипанием полимерного материала к недостаточно остывшей поверхности.
Холодную насадку не рекомендуется очищать от прикрепившегося полимера, поскольку в таком случае нарушится целостность поверхности устройства.
Для облегчения отделения расплавленных участков труб от металлической поверхности разработаны антиадгезионные покрытия (например, MODENGY 1007). Они наносятся на стадии производства сварочного аппарата и формируют разделительный слой, предотвращая непосредственный контакт металла и полимера.

Приборы без защитного покрытия используются достаточно редко, так как прилипший полимер постепенно превращается в нагар, что ухудшает качество создаваемого шва и сокращает срок службы нагревателя.
Сразу после извлечения устройства стыки труб соединяются с определенным приложением усилия, значение которого постепенно увеличивается.
После остывания трубы становятся сразу готовы к эксплуатации.

Высокотемпературная сварка труб встык представляет собой наиболее эффективный способ создания монолитной конструкции, по которой может перемещаться среда под высоким давлением. Стыки изделий получаются прочными и герметичными, чему сопутствует срок службы спаянных труб, который не уступает ресурсам заводских изделий из цельного материала.