Неисправность теплообменника является лишь одной из многочисленных причин, по которым может протекать котел. В данной статье мы подробно рассмотрим другие возможные источники течи и предложим способы их устранения.
Ремонт теплообменника газового котла: пошаговая инструкция
Надежный и качественный ремонт теплообменников в газовых котлах — задача, требующая определённых навыков. Несмотря на сложность, осуществить его собственными силами вполне возможно. В этой статье мы поделимся рекомендациями по правильному выполнению подобных работ.
Причины неисправностей
Современные модели навесных котлов могут выйти из строя по нескольким причинам:
- появление трещин из-за теплового перенапряжения или резких перепадов температуры и давления;
- использование низкокачественных материалов в производстве котла;
- плохая очистка теплоносителя, что может негативно сказаться на его качестве.
На приведенном ниже изображении показаны трубы до и после очистки.
Ремонтный процесс
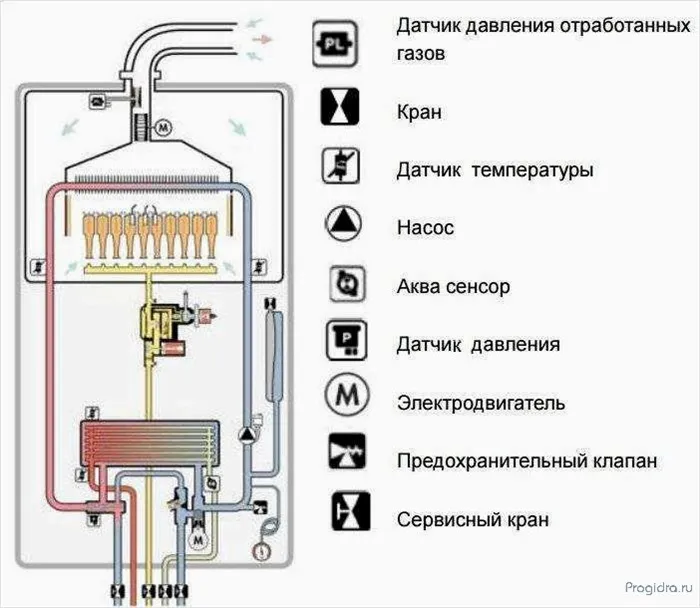
В случае обнаружения трещин в теплообменнике, поврежденное место необходимо запаять. Теплообменники изготавливаются из различных металлов: чугуна, стали или меди. Наиболее распространены медные конструкции, которые могут включать добавки никеля, цинка, марганца, кремния и алюминия. Поэтому при проведении пайки самостоятельно стоит подбирать припой из того же сплава.
Теплообменник газового котла
Важно знать, что медь плавится при температуре 1083 °C, а латунь — при 900 °C. В старых газовых котлах пайка латунью ещё может быть целесообразной, но современные системы часто содержат другой состав меди, что делает поиск подходящего припоя достаточно непростой задачей. Припой должен:
- иметь аналогичную текучесть при пайке, как и сам теплообменник;
- обладать достаточной вязкостью;
- иметь температуру плавления не ниже 700 °C;
- по составу быть как можно ближе к материалу теплообменника.
Таким образом, выбор правильного припоя — это наиболее важный этап предстоящих работ.
Важно!
Использование олова для пайки недопустимо, так как это снизит качество соединения, и трещина вновь появится уже через несколько месяцев. Необходимо применять только качественные твердые заводские припои.
Если у вас уже был опыт выполнения таких работ, вы могли бы попробовать устранить течь самостоятельно. Однако если вы не знакомы с пайкой, лучше все же обратиться к мастерам.
Пайка осуществляется с помощью газовой горелки. Для ускорения и облегчения процесса может быть полезно задействовать несколько установок. Припой обычно выбирается в форме прутка или проволоки, что обозреваемо тем, что при необходимости добавления флюса в процессе работы горячий конец припоя удобно погружать во флюс, который сразу прилипает к нему.
Важно!
При использовании медно-цинковых припоев возникает интенсивное испарение цинка. Чтобы этого избежать, в латунь добавляют до 0,4% олова или кремния.
Наилучшими считаются серебряные припои, состоящие из меди и цинка. Их применяют для пайки чугунных, стальных и большинства тугоплавких цветных металлов, благодаря тому, что их температура плавления значительно выше, чем у самого припоя.
Медно-фосфорные припои, в свою очередь, требуют использования флюса, так как фосфор, содержащийся в них, сам по себе не является подходящим для теплообменников. Эти припои можно использовать лишь при отсутствии ударной или вибрационной нагрузки.
Перед началом пайки необходимо тщательно зачистить место ремонта и разогреть его до необходимой температуры. Прогревать теплообменник воздухом может быть сложно, поэтому следует заранее создать необходимые условия. Нужно внимательно следить за верхним и нижним температурами, а также за локальным объемом охлаждения.
Чтобы обеспечить надежное запаивание места в будущем, после завершения работ и полного остывания рекомендуется покрыть поврежденный участок термостойкой краской. На протяжении первой или двух недель следует регулярно проверять пропаянный участок на предмет возможных утечек. Если повторное возникновение утечки теплоносителя всё-таки случится, то ясно, что самостоятельно проведённая пайка оказалась некачественной.
Основные признаки неисправности теплообменника, требующие пайки
Появление влаги в области расположения устройства — первый тревожный сигнал, указывающий на возможную утрату герметичности. Однако этот процесс может быть вызван образованием конденсата из-за различий температур. В таком случае влага распределяется по всей поверхности. При возникновении протечки она будет сосредоточена в одной конкретной зоне.

К другим признакам поломки относятся:
- постоянное падение давления в системе;
- необходимость добавления теплоносителя;
- повышенный уровень шума;
- снижение рабочей температуры;
- срабатывание автоматики защиты и отключение отопительной системы.
Перед приступлением к демонтажу теплообменника нужно исключить другие причины, которые могут проявляться схожими симптомами. К таким причинам относятся некачественные резьбовые соединения трубопроводов и повреждения магистралей внутри котла.
Этапы и процесс подготовки перед пайкой
Первым шагом является осторожное снятие кожуха с колонки. Перед этим следует отключить провода от дисплея. Для некоторых моделей может потребоваться предварительное снятие регуляторов давления и подачи газа. После этого следует подать воду в трубки, чтобы определить, в каком именно месте образуется течь.
Наиболее часто отверстия образуются на сгибах труб. Если к местам повреждений удобно добраться, можно произвести пайку без необходимости демонтажа всей колонки. Когда доступ затруднен, например, если протечка находится внутри радиатора, то придётся разбирать устройство и откручивать теплообменник.

После идентификации проблемы необходимо слить воду и закрутить газ. Для слива жидкости открывают вентиль горячей воды и ослабляют накидную гайку на кране холодной воды. Вода будет постепенно стекать. Современные модели часто имеют специальную заглушку для слива, которая должна быть откреплена, чтобы жидкость могла вытечь в заранее подготовленную емкость. Остаточная влага удаляется с помощью воздуха, который продувает теплообменник.
Важно! Воду необходимо удалить полностью, поскольку в противном случае при пайке теплообменника газовой колонки она начнет закипать, образуя пар. Это приведет к повышению давления воздуха в трубках и способно сдуть наношенный на поврежденное место припой.
Заключительным этапом подготовки является зачистка и удаление жира с места повреждения. Для этой операции лучше всего подойдет мелкая наждачная бумага. При очистке нужно быть крайне осторожным, чтобы не повредить тонкую трубку из мягкой меди. После очистки поверхность обрабатывается уайт-спиритом для устранения остатков жира и грязи.
Вам понадобятся следующие инструменты:
- паяльник мощностью не менее 100 Вт или газовая горелка;

- металлическая щетка;
- флюс, в качестве которого можно использовать канифоль;
- припой на основе олова и свинца.
Не забудьте высушить теплообменник перед началом пайки; иначе вы рискуете получить некачественное соединение и вновь столкнуться с утечкой. Часто участки течи также можно определить по зеленоватым пятнам, возникающим в результате окисления меди.
Приобрести газовую колонку и необходимые принадлежности для её ремонта можно в нашем интернет-магазине.
Методы пайки
Существует три основных метода пайки теплообменников в газовой колонке, которые различаются по использованию различных инструментов.
Пайка при помощи паяльника
При выборе паяльника стоит отдавать предпочтение модели мощностью около 110 Вт. Обязательно потребуется использовать припой и флюс, подходящий для меди. Сначала на поврежденную поверхность наносят флюс, который удаляет с металла все окислы, а также способствует равномерному расплыванию припоя. Лучше всего использовать специальную пасту с добавлением меди. В противном случае придется ограничиться канифолью или, в крайнем случае, таблеткой аспирина. Паяльник прижимается к медной трубке в месте повреждения, и по мере нагревания прикладывают припой. Припой должен расплавляться благодаря нагреву самого металла, а не жала паяльника. Наносить припой нужно небольшими порциями, сначала в виде тонкого слоя, затем увеличивая толщину до 1-2 мм.

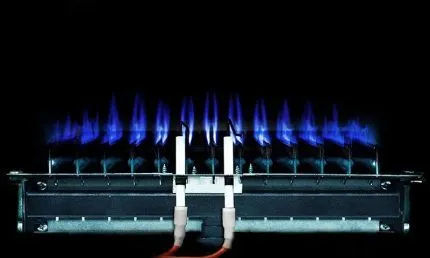
Пайка с использованием газовой горелки
Для этого метода необходимо подготовить соответствующую горелку, газ, припой и флюс.
Пламя горелки должно быть достаточно аккуратным, чтобы не повредить радиатор. Место, где произошла утечка, нагревается, что позволяет испарять остатки влаги. Затем трубка нагревается, и на проблемное место накладываются флюс и припой. Пламенем нагреваемый металл выравнивается, при этом не должно оставаться дефектов на месте пайки теплообменника. После завершения работ обязательно следует удалить остатки флюса, так как он может содержать кислоты, которые в дальнейшем повредят теплообменник.
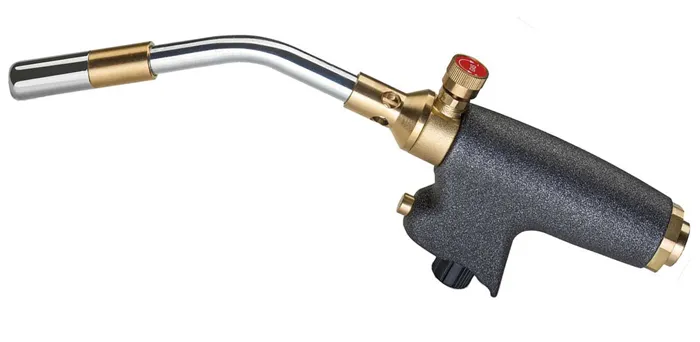
На рынке можно встретить множество моделей горелок, однако каждая из них включает в свою конструкцию:
- деталь с резьбовым соединением для подключения к газовому баллону;
- форсунку;
- головку горелки;
- кран для регулировки газа, позволяющий контролировать силу и температуру пламени;
- редуктор.
- бытовые модели (с температурой пламени 1000-1500 градусов);
- промышленные выборки (с температурой пламени 1500-2000 градусов).
- Пропановые горелки являются наиболее распространенными и имеют функцию поджига пламени с использованием пьезоэлементов;
- горелки на MAPP-газе характеризуются мягким пламенем, что не повреждает трубу;
- ацетиленовые горелки функционируют как от стационарного оборудования, так и от переносных баллонов.
Газовый паяльник значительно облегчит пайку угловых прокладок и замыкающих элементов трубопровода.
Вы можете посмотреть, как производится пайка с помощью газовой горелки, в приведенном видео.
Холодная сварка
Состав для холодной сварки не должен плавиться под воздействием температуры. Работая с этой смесью, обязательно надевайте защитные перчатки. Потребуется выдавить небольшое количество смеси из упаковки и разминать её в руках в течение 3 минут. Затем приложите массу к трещине, плотно прижмите её и оставьте до полного застывания. При наличии нескольких свищей, расположенных рядом друг с другом, или при необходимости заделать большое отверстие, потребуется наложение медной лейки. Возможно применение накладки из части медной трубы.
Пайка теплообменника газового котла
Перед началом работы необходимо удалить из теплообменника всю воду, воздух и твердые частицы. Это делается с помощью продувки через шланг, а остатки можно удалить, продув их ртом.
Для пайки потребуются четыре основных элемента:
- инструмент для пайки (газовая горелка, паяльная лампа или паяльник);
- припой;
- флюс;
- инструменты для зачистки (до и после пайки).
Припой — это материал, предназначенный для соединения заготовок, у которого температура плавления ниже, чем у обрабатываемого материала. Обычно припои производятся из металлов, а для пайки теплообменников большей частью используют проволоку. Лучше именно такой и выбрать.
Для ремонта теплообменника желательно выбирать высокотемпературный припой с температурой плавления не ниже 700 °C и из того же материала, со схожими физико-механическими характеристиками. Также следует учесть антикоррозийные свойства и удельную проводимость проволоки.
В качестве исходного материала теплообменников довольно часто используется медь, нержавейка и чугун, при этом в состав могут входить добавки цинка. Для пайки медных теплообменников рекомендуются медно-цинковые припои с ингредиентами, нейтрализующими вредные испарения.

Припой в виде прутков менее удобен, чем в виде проволоки, но его также можно согнуть своими руками, и в результате такая пайка окажется достаточно прочной.
Твердые высокотемпературные припои имеют маркировки ПСр, ПМЦ, ПМТ и т.д.
Медно-цинковые обозначаются ПМЦ и, как правило, нумеруются с учетом температуры плавления:
- ПМЦ-36 — плавится при температуре 825 °C;
- ПМЦ-42 — плавится при температуре 833 °C;
- ПМЦ-54 — плавится при температуре 860 °C.
Обычный теплообменник газового котла можно запаять при помощи любого подходящего для этого припоя, однако безопасность процесса зависит от материалов самого элемента.
Качественные припои формируют герметичные швы. Это происходит благодаря тому, что компоненты таких сплавов проникают в поверхность паяемого материала, а основа в каком-то объеме растворяется во вспомогательном материале. В результате после охлаждения получается однородная прослойка.
Флюс — это специальное вещество, которое помогает избавиться от окислов с паяемой поверхности, увеличивает текучесть припоя, снижает поверхностное натяжение и улучшает смачиваемость заготовки. Для пайки теплообменников подходят как универсальные, так и специальные средства. Большинство паяльных паст содержит медь, что является отличным выбором для теплообменников, а смеси с серебром тоже подойдут.
Подготовка материалов перед пайкой
Необходимо произвести лужение жала паяльника. Для этого инструмент нагревается до состояния легкого покраснения наконечника и покрывается тонким слоем припоя, одновременно удаляя окисную пленку. И жало, и проволоку опускают во флюс. На этапе лужения лучше использовать канифоль или смолу.
Как только начнет выделяться дым, жало держат в флюсе еще несколько секунд. После этого паяльник с припоем нужно еще три-четыре раза опустить во флюс.
Прибор следует лудить после приобретения, а далее — с периодичностью в зависимости от частоты использования. Если есть необходимость, для лужения можно прибегнуть к помощи жала другого паяльника.

На изображении показан процесс лужения; после него рекомендуется прижать жало к деревянной доске с смолой, что также обеспечит выравнивание слоя припоя.
Если состояние припоя оставляет желать лучшего, его следует очистить от загрязнений и окислов. Для этого достаточно разогреть конец проволоки до рабочей температуры и погрузить его во флюс, затем плотно прижать к твердой поверхности.
Холодная сварка как альтернативный метод ремонта
Материалы для холодной сварки изготавливаются на основе клеевых веществ, часто с использованием эпоксидной смолы. Важно не путать тип сварки с технологическим процессом, связанным с пластической деформацией металлов без нагрева.
Выбор следует остановить на наиболее влагостойком материале из предложенного на рынке. При начале работы обязательно надевайте перчатки и разминайте сварку пальцами до получения пластичной массы. Затем приложите её к свищу и распределите на максимально большой площади. Слой должен быть толстым, но не обязательно чем больше объём, тем лучше. Наносить следует с помощью деревянной палочки.

Методу холодной сварки можно применять ко многим материалам, включая медь, латунь, бронзу, чугун, железо, а также к керамике, дереву и камню. Но окончательное качество соединения будет зависеть от качества выполнения работы.
После нанесения дождитесь полного застывания и выполните поверхностную очистку места применения, используя мелкозернистую наждачную бумагу и влажную ткань.
Рекомендуется подождать до получаса для оптимального застывания, так как обычно стоят 3-5 минут не всегда бывает достаточно. Для проверки качества соединения потребуется испытание температурным контрастом и давлением воды.
Подготовка к работе
Перед тем как приступить к распайке теплообменника в газовом котле, стоит подготовиться к работе. В первую очередь проверьте наличие всех необходимых инструментов и материалов, среди которых предполагаются металлические колонки и подходящий припой.
Затем дайте оценку состоянию газового котла, проверив наличие повреждений и его работоспособность. В случае нахождения дефектов, рекомендуется произвести замену либо ремонт компонентов до начала основного процесса.
Также следите за безопасностью при манипуляциях с газовым котлом, строго придерживаясь правил эксплуатации и используя средства личной защиты.
Финальной частью подготовки является очистка теплообменника и местах пайки от загрязнений и окислов, что обеспечит более успешное и надежное соединение.
Очистка поверхности теплообменника
Чистка поверхности теплообменника играет значительную роль в процедуре распайки газового котла. Правильно выполненные работы по очистке помогут избежать проблем при пайке, а также повысят эффективность работы котла.
Для очищения используют специальные устройства, предназначенные для удаления различных загрязнений, таких как накипь и грязь. Обратите особое внимание на каждую деталь теплообменника, чтобы не допустить пропусков и обеспечить равномерное очищение.
После завершения очистки рекомендуется обработать поверхность специальным раствором для устранения возможных остатков загрязнений. После этого, поверхность будет готова к процессу пайки.
Помните, что как правильно очищенная поверхность теплообменника, так и отсутствие загрязнений обеспечивают достижение лучших результатов при пайке и минимизируют вероятность появления проблем в дальнейшем.
Ремонт теплообменника с плавающей головкой
Теплообменник с плавающей головкой позволяет извлечение трубного пучка из корпуса. Для этого нужно сбросить давление, отсоединить аппарат от обвязки и заглушить патрубки для подвода и отвода технологических сред.
Процесс ремонта теплообменника с плавающей головкой включает несколько последовательных этапов:
- Очистка трубок от наружного и внутреннего загрязнения, а также коррозии;
- Проверка целостности трубок, устранение проблем с развальцовкой и при необходимости замена или заглушка трубок;
- Контроль герметичности фланцевых соединений и возможная замена прокладок;
- Гидравлические испытания аппарата;
- Проверка состояния резьбовых соединений.
Процесс извлечения трубного пучка относится к наиболее сложным видам работ и требует применения тяжелой подъемной техники, обычно в связке с лебедкой и краном.
Дополнительно рекомендуем ознакомиться с данной статьей: Причины выхода из строя.
Таблица распространенных поломок
Ниже представлена таблица с описанием наиболее распространенных неисправностей газового котла, их возможных причин и рекомендаций по устранению.
| проблема | возможные причины | что делать |
| небольшое пламя горелки | попадание воздуха в газопровод или засорение форсунок | вызвать специалиста |
| горелка быстро тухнет | неисправность ионизационного электрода | |
| пламя отрывается, форсунка издает нетипичные звуки | слишком сильная тяга (высокая труба дымохода) или неправильное давление в системе | уменьшить тягу |
| котел не включается | разные факторы | можно попробовать повернуть вилку, чтобы изменить контакты, и включить снова |
| неисправная автоматика и электронное оборудование | разные: самостоятельный ремонт затруднителен | вызвать специалиста |
| неправильная работа, нестабильное напряжение | колебания электричества | установить стабилизатор |
| засорение накипью | жесткая вода | очистить и установить фильтр |
| перегрев котла | засорение теплообменника сажей | очистить механизм вручную |
Посмотреть видеообзор возможных проблем с пламем и их причин можно здесь.