Если в процессе сварки шва не задерживать паяльник на одном месте, то температуру рабочей поверхности оправки возможно довести до 350°C. Однако я бы не рекомендовал снижать температуру ниже 300°C, поскольку это значительно замедлит процесс сварки и может негативно отразиться на качестве шва.
Как спаять полиэтилен?

Одним из наиболее распространенных и универсальных методов соединения полиэтилена является его сварка. Такой подход рассматривается как один из самых эффективных. При сварке полиэтилена учитывается его термопластичность, то есть способность материала менять свое состояние с твердого на жидкое под влиянием температуры. Соединение листов полиэтилена, который иногда ошибочно называют целлофаном, выполняется под углом 90° или встык.
Способы
Соединение отдельных элементов полиэтилена осуществляется путем их нагрева до температуры плавления с одновременным сжатием. В итоге слои спаиваются, образуя сварной шов. После охлаждения такое соединение становится прочным и неразъемным.
Важно понимать! Температура плавления полиэтилена зависит от его толщины, которая может варьироваться от 30 до 200 микрон.
При сваривании пленки в условиях домашнего использования необходимо соблюдать технологический режим. Получить надежный шов довольно просто. В процессе сварочных работ следует придерживаться следующих требований:
- Необходимо соединять только материалы, идентичные по своим техническим параметрам, их химический состав не должен отличаться;
- Поверхности должны быть предварительно очищены от загрязнений и примесей;
- Важно правильно подобрать режим температуры: если температура будет недостаточно высокой, материал будет сварен с низкой прочностью; если она слишком высокая, это приведет к деформации стыка.
Повторная сварка не производится по прежним краям шва. Для дальнейшей работы их необходимо подрезать. Перед началом процесса требуется организовать рабочее место и подготовить материал.
Для достижения максимально ровных и малозаметных швов необходимо серьезно подойти к выбору метода пайки, который будет наиболее комфортным и доступным для вас.
Существуют несколько популярных способов сварки полиэтилена.
Диффузионная сварка
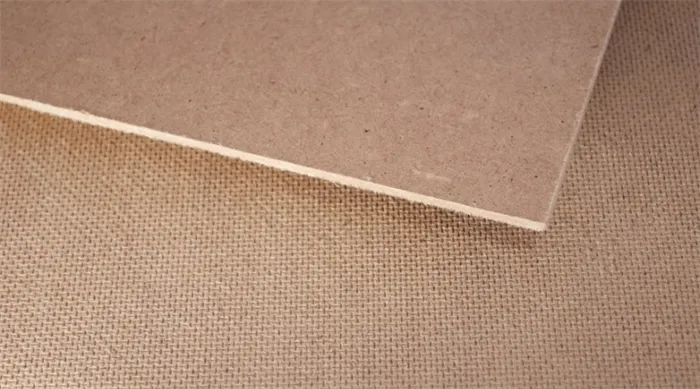
Это один из наиболее эффективных методов соединения листов полипропилена. Такой способ осуществляется с помощью специального сварочного оборудования. Сварка полипропиленовых листов производится путем укладки двух фрагментов на сварочном агрегате и их фиксации. Концы листов прижимаются к электронагревателю. Для достижения качественного результата требуется длительное прогревание листов. После достижения оптимальной температуры листы придавливаются фиксатором.
Шов, образующийся во время этой процедуры, будет очень прочным и надежным.
Важным условием для такого типа сварки является чистота и низкая влажность воздуха в помещении.
Этот метод подходит для листов любой ширины и позволяет соединять полипропиленовые листы в рулоны. При выполнении больших объемов работ диффузионная сварка становится крайне необходимой.
Сварка посредством экструдера
Экструзионный способ пайки листового полиэтилена заключается в подаче на область сварки расплавленного полимерного материала (обычно это круглый пруток полипропилена диаметром 4 мм) под давлением. Для этого метода необходим специальный инструмент – экструдер. Этот аппарат оснащен различными насадками, которые позволяют спаивать даже сложные и массивные конструкции. Одним из положительных моментов этого оборудования является его компактный размер. Экструдер дополнительно имеет встроенную систему автоподачи нагретого воздуха, что помогает размягчать листы и предотвращает возникновение дефектов при сваривании. Этот метод отличается высокой скоростью выполнения работ в связи с тем, что вследствие высокой температуры (примерно 270°C) внутренняя структура материала может подвергнуться деформации.
С использованием этой технологии не требуется специального помещения, и сварка может проводиться непосредственно на рабочем месте благодаря компактным размерам аппарата.
Шов, выполненный с помощью экструдера, считается вторым по прочности после сварочного агрегата. Минусом данного метода является необходимость использования полипропилена с одинаковой структурой и классом, иначе стыки будут некачественными и неровными.
Особенности сварки полиэтиленов
- единообразие сырья в соединяемых элементах;
- корректный выбор температурного режима – недостаточное нагревание приведет к снижению прочности, а превышение допустимого уровня температуры вызовет деформацию шва.
Для создания прочного шва не рекомендуется повторно использовать предыдущие кромки; они должны быть предварительно обрезаны. Чаще всего листовой и рулонный полиэтилен сваривают с помощю:
- нагреваемого воздуха (струя горячего воздуха, которая обычно создается с помощью строительного фена),
- ручного экструдера,
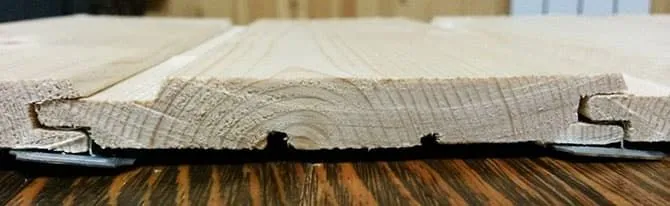
- нагревательного элемента (соединение встык).
Трубы из полиэтилена также свариваются с использованием электромуфтового и раструбного методов.
Сварка полиэтилена горячим газом (сварка феном)
При работе с листовыми или рулонными полиэтиленовыми материалами сварка с помощью строительного фена считается одним из самых доступных и недорогих методов. Этот способ получил широкое распространение при работе с пленками небольшой толщины и материалами с ограниченными линейными размерами.
Технология соединения полиэтиленовых пленок заключается в использовании нагреваемого газообразного вещества, обычно воздуха, для нагрева присадочной поверхности. В качестве присадки применяется специальный пруток. В процессе обработки материала к подготовленным к сварке поверхностям оказывается прижимное давление. Чаще всего пленку фиксируют вручную, без использования дополнительных приспособлений. Сварочный пруток также подается вручную.
Температура воздуха доводится до необходимой отметки в зависимости от характеристик материала с помощью фена. Участок соединения (кромка полиэтиленовых пленок) и сварочный пруток прогреваются одновременно при использовании соответствующей насадки для строительного фена. При выборе формы и размеров этой насадки необходимо учитывать форму и сечение присадочного материала.
Классификация запайщиков пакетов
Ручной запайщик пакетов
Это недорогой и универсальный прибор, который нашел применение как в домашних условиях, так и на производстве, где не требуется упаковывать большие объемы продукции и скорость не играет ключевой роли. Ручные запайщики пакетов могут быть настольными и напольными.
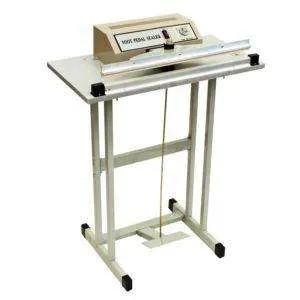
- Напольные запайщики имеют ножные педали. В эти приборы встроены тефлоновые полосы, которые больше по размеру, чем в настольных аппаратах. Края упаковки укладываются в прибор, нажимается педаль, после чего опускается крышка. Напольный запайщик может выполнять до 25 запаек в минуту.
- Настольные запайщики оборудованы специальным столом для укладки продукции, функцией датировки и ножом для обрезки лишней пленки. Освобождая руки, пользователь может самостоятельно выравнивать положение пленки, что способствует получению аккуратного и ровного шва.

Настольный запайщик пакетов с рулонодержателем.
Автоматический запайщик

Автоматический роликовый запайщик пакетов используется в крупных магазинах и супермаркетах для быстрого упаковывания товаров, одежды и продуктов питания. В отличие от ручного запайщика, который требует постоянного контроля со стороны человека, автоматический запайщик запускается одним нажатием кнопки.
Преимущества автоматических запайщиков:
- Нагревательные элементы скрыты внутри корпуса, что сводит к минимуму риск травмирования или попадания посторонних предметов. Необходимая вещь подносится к запайщику, вставляется в отверстие для горловины, и после нажатия кнопки запайка происходит всего за 3 секунды.
- Не требуется самостоятельно выравнивать пленку, так как прибор предназначен для выполнения этой задачи автоматически.
- Готовые пакеты с клипсой выглядят аккуратно и герметично.
Импульсные запайщики пакетов

Импульсный запайщик представляет собой легкий и компактный ручной аппарат с пластиковой оболочкой. Его используют для запаивания полиэтилена или полипропилена с толщиной до 150 мкм и шириной до 40 см. Ширина готового герметичного шва составляет 3 мм, а его длина – 400 мм. Данный аппарат не оснащен автоматической системой обрезки пленки.
Работает он по принципу импульсного нагрева элементов в момент контакта пленки с планкой. На таймере устанавливается время запайки (от 1 до 5 секунд), температура плавления и ее плотность. На нагревательную поверхность укладывается продукция, закрывается крышка, включается питание и нагрев. В конце процесса питание отключается.
Запайщики с постоянным нагревом

Как выбрать запайщик пакетов
Чтобы правильно выбрать запайщик для пакетов, следует учесть несколько важных моментов:
- Материал упаковки. Не все машины способны сваривать полиэтилен ПВД или ПНД, полипропилен, БОПП или многослойные пленки, поэтому важно предварительно ознакомиться с инструкцией по применению;
- Плотность пленки. Прибор рассчитан на определенную толщину пакета, поэтому лучше выбирать устройство с большими параметрами плотности, учитывая возможные складки пакета;
- Размеры упаковки. На одном устройстве можно запаивать пакеты разных ширины и длины;
- Вид готового шва. Швы могут быть отрезными, плоскими, с тиснениями или еврошвами;
- Гравировка. На спаянном шве можно разместить логотип, дату производства, номер партии или другую информацию;
- Наличие термоножа. Если нужно автоматически обрезать лишние части пакета или сделать упаковку более аккуратной, можно искать приборы, оснащенные механическим ножом;
- Скорость запайки. Для небольших объемов подойдут ручные настольные запайщики, а для больших масштабов лучше выбрать конвейерный аппарат.
Как осуществляется соединение полимеров горячим клином
В производственных условиях можно сваривать куски полимера с помощью специального аппарата, который используется для работы с такими материалами, как ПНД, ПВХ, полипропилен и другими ему подобными.
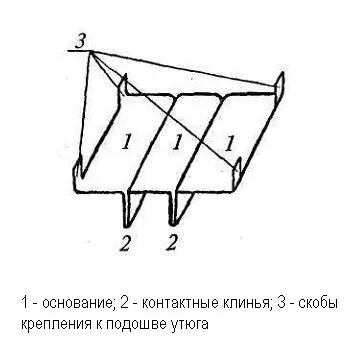
Схема насадки для утюга.
Данный аппарат работает следующим образом: от двигателя запускаются колеса через редуктор, на штатив между листами материала устанавливается “горячий клин”. В терморегуляторе устройства активизируется система, автоматически поддерживающая нужную температуру. Это обеспечивает высокую точность работы и минимизирует вероятные колебания температур. Регулирование скорости работы происходит автоматически, что позволяет обеспечивать стабильное напряжение в электрической цепи.
Такое оборудование соответствует стандартам безопасности и значительно облегчает выполнение работы. Сварка выполняется с определенной скоростью, которую можно настроить вручную. Нужное давление передается через прижимные ролики с помощью специального рычага.
Устройство позволяет получить двойной шов на толстом материале, прочность которого достигает около 85%. Процесс выполняется автоматически, однако необходимо вручную регулировать только температуру и скорость рабочего элемента.
Аппарат горячего воздуха можно охарактеризовать как разновидность промышленного фена, отличающегося легким весом. Это устройство предназначено для длительного использования и обладает высокой мощностью, что гарантирует эффективное воздействие. Его можно использовать с таким материалом, как пленка ПНД, ПВХ, ПВД.
Профессиональные приборы
Для выполнения объемных проектов, например, создания покрытий для парников большой площади, наилучшим вариантом будет использование профессиональных аппаратов для сварки полиэтиленовой пленки. Преименства таких устройств заключаются в возможности настройки параметров давления, температурного режима и скорости движения по шву.

Если вам нужно соединить участки полиэтилена из одной партии, задав нужные параметры всего один раз, можно быстро осуществить процесс сварки. Такие инструменты обычно снабжены задающими и натяжными роликами, благодаря которым можно равномерно протягивать пленку, подвергаемую сварке. Это способствует получению высококачественного шва.
В настоящее время на рынке доступны промышленные приборы различных типов, которые могут использовать как контактный нагрев, так и нагрев с помощью горячего воздуха.
Качество сварных швов полиэтилена значительно превосходит прочность и надежность соединений, выполненных с использованием клейких материалов.
В заключение отмечу, что сварка полиэтилена в домашних условиях не так сложна, как может показаться на первый взгляд.

Для этого существует множество аппаратов, позволяющих получать качественное и прочное соединение. Использование паяльника или утюга поможет быстро создать шов, главное — следовать технологии и предписаниям. Если же предполагается проведение широкомасштабных работ, предпочтение лучше отдать профессиональному промышленному оборудованию.
В любом случае конечный результат будет зависеть от ваших усилий и внимательности. Не забывайте о личной безопасности, защитные перчатки и одежда не будут лишними, а наоборот, защитят вас от возможных ожогов. Если у вас нет совсем никакого опыта, лучше обратиться за помощью к специалистам.
Всего голосов: 1 Средний: 4/5
Полиэтиленовая пленка находит широкое применение в современных реалиях. Часто возникает необходимость плотно соединить отдельные куски этого материала в процессе выполнения различных работ. Например, это может быть необходимо для устройства теплиц, парников или создания пароизоляционных слоев во время строительства.

Сварка данного материала также может потребоваться в быту. В ряде случаев герметичное соединение оказывается решающим при выполнении определенных задач. Склейка полиэтилена с помощью скотча или специализированных клеев не может гарантировать герметичные и прочные соединения, поэтому в ответственных случаях, где необходима качественная гидроизоляция, предпочтительно использовать метод сваривания.
Рисунок 1. Схема насадки. Под сваркой полиэтилена подразумевается соединение отдельных слоев материала путем их нагрева до температуры плавления и сжатия, что приводит к образованию сварочного шва. В процессе расплавления поверхности пленки происходит соединение слоев на молекулярном уровне, и в результате остывания образуется единая структура в теле сварочного шва.
Коэффициент прочности стыка составляет примерно 0,7-0,85, что отражает 70-85% от исходной прочности свариваемого полиэтилена. В идеальных условиях этот коэффициент может быть выше, однако для этого потребуется специальное оборудование, чистый материал и тщательный подбор температуры нагрева. Температура плавления полиэтиленовой пленки составляет приблизительно 120-160°C и зависит от ее назначения. Если проводить сварку с загрязненными поверхностями, прочностные характеристики стыка снизятся из-за примесей, попадающих в расплавленную массу и нарушающих молекулярную структуру шва. Для достижения качественного и прочного соединения необходимы следующие условия:
Сварка при помощи утюга
Ключевым этапом соединения полиэтилена внахлест является быстрое охлаждение области шва. Рассмотрим, как правильно соединить пленку своими руками с помощью утюга:
- Уложите материал на деревянную или другую ровную теплоизоляционную поверхность;
- Сверху покройте листом плотной бумаги;
- Установите утюг на режим хлопок (температура 120-150°C);
- Шов создается острым краем подошвы утюга, который наклоняется так, чтобы образовывался угол 5-10° относительно поверхности бумаги;
- Утюг медленно передвигается, после чего на бумагу укладывается влажная тряпка.
Для достижения прочности шва рекомендуется выполнять эту операцию 3-4 раза.

Некоторые мастера изготавливают насадки для утюгов с металлическими направляющими, похожими на коньки. Это позволяет выполнять двойные и тройные швы. Для изготовления таких насадок можно использовать:
- жаропрочную нержавеющую сталь, если есть навыки монтажа;
- цветные металлы на основе меди;
- алюминиево-магниевый дюралевый сплав.
Профессиональное оборудование для сварки полиэтиленовой пленки
Инструменты для сварки твердых полимеров, таких как ПВХ, ПНД или полипропилен, не следует использовать для соединения полиэтилена. Допускается использование фена с узкой насадкой, но для работы с ним требуют определенных навыков:
- Чтобы образовался прочный шов, необходимо поддерживать нужную скорость;
- Расстояние между полимером и сварочным феном не должно изменяться.

Аппарат для сварки полиэтиленовой пленки похож на ножницы, в нем полимер проходит между нагреваемыми планками. Он оборудован регуляторами:
- для нагрева;
- для скорости подачи материала;
- для силы сжатия паяльника.
Для расплавления полимера используется металл или горячий воздух. Ширина подающего полотна может изменяться. Обычно инструменты предназначены для заправки рулонов фиксированной ширины. Практика показывает, что использование сварочных устройств в промышленных масштабах более эффективно, чем приклеивание полимеров.