Проволока с омеднением показывает значительно большую стойкость к коррозии по сравнению с обычной и полированной проволокой. Эта характеристика делает её особенно предпочитаемой для применения при длительном хранении. В основном она используется для монтажа трубопроводов, выполнения сварочных работ изделий, подверженных давлению, таких как резервуары и трубы, а также в таких отраслях, как машиностроение и судостроение.
Проволока: изготовление, виды и использование
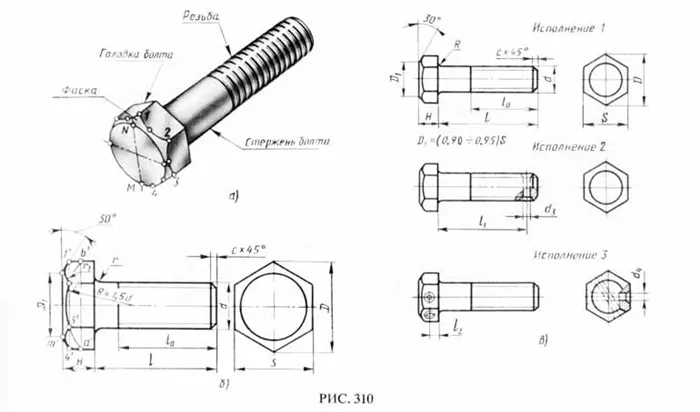
Проволока представляет собой один из видов сортового металлопроката и по своей форме напоминает тонкий металлический шнур или нить, который может иметь в сечении различные формы, такие как круглая, трапециевидная, овальная, квадратная или шестиугольная. Этот металлопрокат может быть изготовлен из разнообразных металлов, включая алюминий, медь, сталь, цинк, титан, никель и их сплавы, а также множество других металлических композиций.
Существуют как биметаллические, так и полиметаллические конструкции проволоки. Для улучшения определённых характеристик, проволока может подвергаться дополнительным обработкам. Спектр применения данного изделия значительно варьируется в зависимости от используемого материала.
Технология изготовления
Процесс производства проволоки практически для всех материалов осуществляется по единой технологии. Первоначально заготовки разогреваются до температуры плавления, после чего горячий металл проходит через вальцы, вытягиваясь в катанку. На следующем этапе пруток калибруется с использованием прокатного стана до необходимого диаметра, а затем готовая продукция подготавливается к упаковке на мотальных станках, где она укладывается в витки.
Для повышения таких свойств, как пластичность и упругость, а также стойкость к коррозии, проволока может проходить дополнительные обработки; например, её обрабатывают с использованием слоя цинка или меди, применяют техники закаливания или отжига.


Технология производства проволоки
Термин «проволока» происходит от метода, который используется для её изготовления – волочения. Этот процесс включает в себя несколько ключевых этапов:
- Отливка заготовки – прута. Для начала сплав нагревается до температуры плавления и затем отливается в форму для получения прута.
- Травление заготовки. В данном этапе заготовка помещается в раствор серной кислоты, нагретый до 50 градусов, что позволяет удалить окалину. После обработки раствор нейтрализуется, а прутья промываются. Эта мера необходима, чтобы продлить срок службы матрицы волочильного станка.
- Отжиг сплава. Этот процесс термообработки направлен на увеличение вязкости и уменьшение зернистости прутка.
- Обработка концов у заготовок. В этом этапе края могут быть либо отрезаны, либо обработаны при помощи молота, чтобы получился чистый конец, который в дальнейшем будет удобно заводить в станок.
- Пропуск заготовки через фильера. Это специально сконструированное сужающееся отверстие служит для уменьшения диаметра прутка и, в то же время, увеличивает длину изделия.
После обработки производится дополнительный отжиг или закалка, а затем выполняются дальнейшие операции уже с готовой проволокой. Отжиг повышает её пластичность, тогда как закаливание улучшает прочностные характеристики. Часто термообработка проводятся не на этапе производства, а непосредственно перед использованием материала.
Производственный процесс волочения имеет свою особенность – волочильный стан имеет ограниченную деформирующую способность. Это означает, что резко изменить крупную заготовку на очень тонкую проволоку невозможно. В таких случаях может быть необходимо повторить процесс волочения несколько раз, постепенно уменьшая диаметр с помощью разных фильеров.
Иногда включают ещё один промежуточный этап – патентирование. Это трудоемкая процедура, и поэтому она используется сравнительно редко. Патентирование подразумевает нагрев металла до температуры аустенизации (более 1050 °C для стали) с последующей высокотемпературной выдержкой в солевом или свинцовом расплаве, что способствует изменению микроструктуры материала.
На данный момент широко применяются более современные станки, которые оснащены водно-воздушной системой охлаждения, что позволяет получать необходимую микроструктуру проволоки без использования этапа патентирования.
Особенности волочильного станка
Основные компоненты волочильного станка включают:
- приводной механизм;
- последовательно сужающиеся фильеры;
- бухты для намотки проволоки;
- система подачи охлаждающей жидкости и смазки.
По принципу действия станки могут быть однократными или многократными, то есть протяжка проволоки может происходить за один раз или за несколько циклов. По типу подачи смазки волочильные станки могут быть с механической системой скольжения и без неё. Они могут комбинироваться на одной линии, чередуясь между собой. Смазочные материалы не только улучшают процесс волочения, но также повышают качество готового продукта, увеличивая коррозионную стойкость и адгезию других покрытий.
Структурно, станок оснащен системой накрутки проволоки на барабан. Однако в случае обработки проволоки диаметром более 17 мм готовый продукт может перемещаться по прямой линии.
Фильеры последовательно сужаются, что подразумевает наличие нескольких глазков с различным диаметром на одной линии. Эти фильеры изготавливаются из наиболее твердых металлов, устойчивых к механическому износу, таких как карбид вольфрама и термокорунд, которые обладают высокой теплостойкостью, что критически важно, поскольку при волочении возникает значительный трение, приводящее к выделению тепла.
Изучение и настройка производственной линии требует также минимизации вибраций. Это особенно актуально при производстве тонкой проволоки с диаметром 0,3 мм или 0,5 мм, при которых даже незначительная вибрация может негативно повлиять на качество.
Гвоздильная проволока
Гвоздильная проволока, изготовленная по стандарту ГОСТ 3282-74, производится из стали с низким содержанием углерода. В отличие от вязальной проволоки, она не подвергается термообработке на завершающем этапе, что придаёт ей высокую жесткость. Из этого типа проволоки производят:
- обычные гвозди и дюбель-гвозди;
- сварные сетки, используемые в строительстве, для дорожно-строительных работ и монтажа ограждений;
- сетку рабицы;
- компоненты вентиляционных систем и т. д.
Диаметр таких изделий составляет от 1,6 до 6 мм. Процесс горячего цинкования обеспечивает высокой стойкости к коррозии данных изделий.
Канатная проволока
Канатная проволока изготавливается из стали, обладающей высоким содержанием углерода. Предварительно очищенная заготовка-катанка проходит несколько этапов обработки: получает необходимую форму и диаметр на волочильных станах, а также подвергается термообработке для достижения желаемой пластичности.
Для обеспечения стабильной работы стальных тросов и их долговечности поверхность проволоки часто оцинковывается. Наиболее эффективным методом является горячее цинкование: чем больше плотность цинка на поверхности (от 20 до 245 г/м²), тем более жесткие условия эксплуатации могут выдерживать канаты. Оцинкованная проволока для такой продукции изготавливается по стандарту ГОСТ 7372.
Что это такое?
Проволока является тонким металлическим изделием, которое не имеет ограничений по длине и может сгибаться под разными углами благодаря своей пластичности при механических или физических воздействиях. Процесс её производства включает прессование или прокатку различных материалов. Основные диаметры проволоки варьируются от 0,0005 до 1,7 см. Функции проволоки включают:
- телекоммуникация;
- механическая поддержка;
- электропроводимость.
Сам термин «проволока» подразумевает собирательное понятие, включая пучок нитей и соединительных элементов, таких как кабельные провода или металлические канаты.
Обзор видов
Согласно действующим стандартам ГОСТ, можно выделить следующие виды проволоки:
- Омедненная проволока. Этот тип используют в соединениях с углеродными или легированными сталями, таким образом, её часто именуют цветной проволокой.
- Алюминиевая проволока. Применяется для сварки с алюминиевыми сплавами, а также марганца, кремния и магния.
- Нержавеющая проволока. Подходит для соединения металлов, содержащих хром или никель.
- Порошковая проволока. Сочетается с углеродистой сталью, соединения происходят при термической обработке.
- Титановая проволока. В основном используется при сварке титана, что требует высокого уровня навыков сварщиков и специальной инструкции.
- Латунная проволока. Применяется при работе с латунью и бронзой.
- Стальная проволока. Предназначена для сварки с различными видами стали.
- Витая проволока. Она используется в соединениях с эластичными и мягкими металлами.
- Калиброванная проволока. По большей части применяется для производства материалов с добавлением различных соединений.
- Цинковая проволока. Используется для сварки с цинковыми сплавами.
- Молибденовая проволока. Она находит применение в областях, где предъявляются высокие требования к размерам деталей и стойкости к высоким температурам.
- Наплавочная проволока. Изготовлена из особых материалов, которые позволяют ей участвовать в процессе сварки при производстве металлических конструкций.
- Пластиковая проволока. Практична в использовании, устойчива к коррозии и обладающие высокой стойкостью к химикатам и удобрениям, поэтому часто применяется в садоводстве и на дачах.
- Платиновая проволока. Моток такой проволоки имеет высокую стоимость и используется в приборах, где необходима долговечность и бесперебойная работа.
- Канатная проволока. Используется для производства проволочных ограждений, например, типа «Егоза».
- Крученая проволока. Подходит практически для всех областей применения, так как отличается высокой прочностью и долговечностью.
Маркировка
Каждый вид проволоки (например, алюминиевая, литиевая, порошковая и другие) обязан иметь маркировку согласно установленным ГОСТам. Это сильно важно, потому что одна только легированная проволока имеет около 80 различных марок. Например, марка св-06Х19Н9Т (где «св» обозначает вид проволоки, а последующие буквы и цифры характеризуют состав) актуальна для электросварки (06 – процентное содержание углерода в изделии (0,06%); Х – хром (19%); Н – никель (9%); Т – титан), и поскольку после буквы «Т» не указаны дополнительных цифр, это показывает, что содержание титана составляет менее 1%.
Каждый тип проволоки в своем сертификате имеет определённый код, который позволяет получить информацию о составе материала. Для латунных сплавов маркировка является проще (например, 2,5 Л70) – начиная с цифр, обозначающих диаметр проволоки, что указывает на латунное изделие диаметром 2,5 мм. В алюминиевых маркировках согласно ГОСТ 7871 (например, Св1002, СвА3К) применяется аналогичный подход.
Алюминиевая проволока изготавливается только из чистого алюминия или его сплавов, при этом используется специальный адаптер. Производство осуществляется в полуавтоматическом режиме под воздействием защитного газа. Наиболее часто встречающиеся виды включают Амг6, АМГ3 и АМг5 (по стандарту ГОСТ 7871). Процесс производства стальной проволоки осуществляется в условиях высокого вакуума в специализированных печах, что позволяет достичь оптимального сплава. Также применяется метод электрошлакового переплава. Способ производства фиксируется в соглашении между производящей компанией и конечным потребителем.
Этапы волочения
Процесс производства металлической проволоки включает пять последовательных этапов.
1) На первом этапе удаляется окалина, которая может затруднить волочение. Этот процесс называется травлением и включает целый ряд последовательных действий:
• Прежде всего, поверхность очищается от жиров, подвергается шлифовке и полировке. Также все бракованные участки должны быть устранены.
• Окалина содержит соединения других элементов, которые необходимо удалить химическим или механическим способом.
• Способ травления зависит от того, о каком металле идёт речь. Обычно окалины убираются с использованием различных кислот, которые предварительно подогреваются до 50 градусов.
• На поверхности не должно оставаться никаких следов от продуктов травления. Исходя из этого, используются специальные растворы или просто вода.
• Когда процесс завершён, поверхность металла станет матовой.
• После этого в течение 60 минут проволока подвергается сушке при температуре, не превышающей 100 градусов, с применением специальных станков, оснащенных сушильными камерами.
2) Основной задачей термической обработки является обеспечение заготовки определённой мягкости и мелкозернистой структуры, без внутренних напряжений. Нагрев произведенных металлических изделий осуществляется в установленных условиях с конкретной температурой, где металл остаётся определённый промежуток времени. Затем его охлаждают. Благодаря отжигу происходит изменение свойств материала, что значительно упрощает последующее волочение. Скорость нагрева металла определяется его теплопроводностью, в то время как охлаждение зависит от его твердости. Например, проволока из стали требует больше времени для охлаждения по сравнению с углеродным сплавом.
3) На третьем этапе применяется специальный молот или ковочные валки, которые помогают сплюснуть заготовки и выровнять их. Этот процесс необходим для закрепления металла на барабане станка, чтобы он мог пройти через фильеры.
4) Процесс волочения проволоки может быть однониточным или многониточным и представляется следующим образом: обрабатываемое сырьё пропускается через станок, работающий на высокой скорости, через постепенно сужающийся канал. В зависимости от количества прутков, которые одновременно обрабатываются, процесс может производиться как с одним прутком, так и с несколькими.
5) Финальным этапом является отжиг, который направлен на устранение напряжения, образовавшегося после волочения. Во время этой процедуры проволока становится мягче, удлиняется, приобретает возможность к скручиванию и повышает свою устойчивость к дефектам.
После того как термическая обработка завершена, требуется провести следующие отделочные действия:
• Обработка проволоки с использованием цинка;
• Проведение консервационной смазки:
Разновидности проволоки
Существует множество материалов, из которых можно произвести проволоку:
Теперь давайте подробнее рассмотрим разновидности проволоки, которые намного разнообразнее, чем может показаться на первый взгляд.
1. Стальная проволока.
Для производства этого вида проволоки подходит углеродистая сталь как низкого, так и высокого содержания углерода. Она может быть простой или нержавеющей. Содержание углерода ощутимо влияет на прочностные характеристики и пластичность данного материала.
Стальная продукция данного типа может поставляться в закаленном, отожженном или наследуемом виде. Эта проволока широко используется в промышленности для создания металлических сеток, железобетонных изделий, стальных канатов и прочих конструкций.
Зачастую в названии проволоки упоминается её назначение. Например, проволока для пружин применяется в производстве пружин, а сварочная проволока способствует упрощению сварочных процессов.
Не все осознают, что стальная проволока занимает важное место как в быту, так и в профессиональной деятельности. Например, иглы или гвозди, которые часто используются, на самом деле изготавливаются именно из стальной проволоки.
Также стоит отметить, что проволока используется для изготовления ограждений, что предотвращает доступ нежелательных лиц на частную территорию. Эта задача успешно решается при помощи стальной проволоки, которую можно покрывать цинком, но даже без такой обработки она выполняет свои функции на должном уровне. Кроме того, из проволоки создаётся сетка рабица, которая является приятным элементом многих дачных участков.
2. Медная проволока.
Проволока, сделанная из меди, служит важным элементом в работе электрических катушек и трансформаторов. На первый взгляд простейшая проволока на самом деле находит широкое применение в значимых зонах человеческой деятельности.
3. Алюминиевая проволока.
В качестве сырья для алюминиевой проволоки обычно используется алюминий, который обладает множеством положительных качеств. Это включает в себя его мягкость, отличную проводимость электроэнергии, стойкость к коррозии и доступную стоимость. Все перечисленные свойства обуславливают постоянно растущий спрос на алюминиевую проволоку.
4. Оцинкованная проволока, защищенная от коррозии.
Такая проволока стала особенно популярной для изготовления стальных канатов, рыболовных тросов и других изделий, которые находятся в постоянном контакте с водой. Кроме того, её привлекательный внешний вид позволяет использовать такую проволоку для изготовления канцелярских товаров, таких как скрепки, скобы и тому подобное.
5. Луженая проволока из стали.
Под этим названием подразумевается проволока, имеющая стальной сердечник и покрытие из олова. Она находит применение в различных сферах, включая производство проводов, кабелей, шнуров и другого оборудования.
6. Нихромовая проволока.
Проволока, полученная в результате сплава никеля и хрома, обладает повышенным электрическим сопротивлением. Это свойство позволяет использовать неё для создания электрических печей, предназначенных как для домашнего, так и для промышленного использования.
7. Сварочная проволока.
Эта проволока уже была упомянута в тексте. Она служит полуфабрикатом при сварочных работах, когда требуется большое количество электродов, и её можно использовать как готовую продукцию в сварочных процессах.