Химическая природа компонентов сварки в углекислом газе заключается в следующем: Под воздействием высоких температур сварки углекислый газ разлагается на окись углерода и кислород. Эти газы активно реагируют с железом и углеродом свариваемых деталей.
Механизированная дуговая сварка
1. сварка в среде инертного газа
Механизированная (полуавтоматическая) дуговая сварка — это процесс дуговой сварки, при котором подача расплавленного металла или присадочного материала или относительное движение между дугой и изделием осуществляется с помощью механизмов.
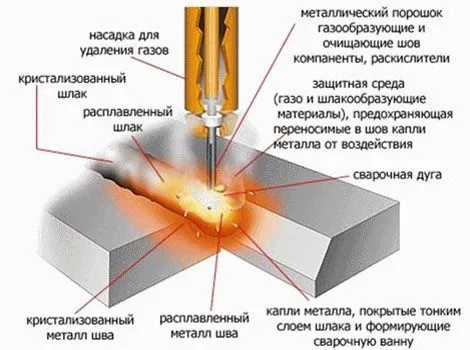
При механизированной сварке в качестве сварочных электродов используется сплошная проволока, порошковая проволока и самозащитная порошковая проволока. При использовании сплошной проволоки или порошковой проволоки для защиты дуги и металла шва применяются защитные газы. Защитный газ, который течет вокруг области дуги, защищает ее от воздействия окружающей среды. Без защиты химический состав и механические свойства металла шва резко ухудшаются. Тепло дуги расплавляет основной и присадочный металл. Расплавленная сварочная ванна кристаллизуется и образует сварной шов. Подача защитного газа показана на рисунке 1.
Рисунок 1. Схема подачи защитного газа в зону сварки: 1 — сопло; 2 — электрод; 3 — зона дуги; 4 — защитный газ; 5 — расплавленный металл в сварочной ванне; 6 — свариваемый объект.
В соответствии с AWS ASO «Термины и определения» газовая дуговая сварка в защитной среде называется GMAW — газовая дуговая сварка металлов.
В качестве защитных газов используются инертные газы (аргон и гелий). Такой тип сварки называется MIG (metal inert gas), как и активные газы (углекислый газ, водород, кислород и азот) или их смеси (Ag + He, Ag + C02, Ag + 02, CO2 + 02 и т.д.). Такой тип сварки называется MAG (metal active gas). Выбор защитного газа зависит от свариваемого материала и используемого электрода.
Нержавеющие, жаропрочные и другие стали, а также цветные металлы (титан, никель, медь, алюминий) свариваются под защитным газом (аргон, гелий) и их смесями. Защитные газы не взаимодействуют с расплавленным металлом и его оксидами, они только защищают зону дуги и жидкую сварочную ванну от кислорода и азота воздуха.
Дуговая сварка в среде защитного газа используется в тех случаях, когда сварка другими методами приводит к ухудшению результатов или вообще невозможна.
Механизированная С02 дуговая сварка расходуемым электродом относится к MAG-сварке и широко используется в промышленности для сварки углеродистых, низколегированных и других сталей.
Наибольшее применение С02-сварка находит в судостроении, машиностроении, строительстве трубопроводов, монтажных работах, строительстве котлов и аппаратов и т.д.
— Высокая эффективность сварки, которая достигается за счет хорошего использования тепла дуги,
— высокое качество сварных швов,
— возможность сварки в различных пространственных положениях с помощью полуавтоматической и автоматической сварки,
— низкая стоимость защитного газа,
— возможностью сварки на весу без опоры.
— По сравнению с ручной сваркой требуется менее квалифицированный персонал.
Подобные документы
Классификация электрической сварки плавлением по степени механизации процесса сварки, роду тока, полярности, характеристикам электродов, типу защиты зоны сварки от атмосферного воздуха. Характеристика дуговой сварки под флюсом и дуговой сварки в среде защитного газа.
Выбор и обоснование процессов сварки и сварочных материалов, рода тока и полярности. Свойства основного металла. Описание сварочного оборудования для механизированной сборки. Расчет процессов ручной дуговой сварки и механизированной сварки в CO2.
Общие критерии выбора технологии и процесса сварки. Химический состав сварочной проволоки Св-08Г2С. Параметры процессов механической сварки, влияющие на размер и форму сварного шва. Контроль сварочных материалов и меры безопасности.
Сущность дуговой сварки в инертном газе. Описание сварной конструкции. Обоснование выбора материала, типа изготовления и оборудования. Расчет видов сварки. Техника безопасности, противопожарная защита и охрана окружающей среды.
Материал и сварочные свойства стали 20Х12ВНМФ как высоколегированной жаропрочной стали. Виды сварки: ручная дуговая сварка, сварка под флюсом, дуговая сварка, сварка в среде защитного газа. Схема переноса жидкого металла при электронно-лучевой сварке.

- главная
- рубрики
- по алфавиту
- вернуться в начало страницы
- вернуться к началу текста
- вернуться к подобным работам
Что это такое?
Этот процесс является подтипом дуговой сварки. Плавящийся электрод и дуга перемещаются с помощью различных механизмов или специального оборудования. Механизированная сварка может включать любой тип сварки, в том числе сварку тавровых, угловых или нахлесточных соединений.
Все операции выполняются по строго предписанному плану. Степень автоматизации может быть самой разной.
Обзор видов
История процессов механизированной сварки может быть довольно длинной. Часто используется углекислый газ (чистый или в сочетании с кислородом). С помощью этого процесса сваривают черные металлы и среднелегированные стали. Расход углекислого газа зависит от мощности дуги и потоков воздуха. Алюминий, титан, магний и их сплавы свариваются в атмосфере защитного газа.
Однако эти газы можно использовать и для других целей, поскольку они позволяют сваривать все металлы и их сплавы. Подавляющее большинство металлов, используемых в промышленности, можно сваривать с помощью флюса. Это порошкообразный материал, плавление которого в некоторых случаях удобнее, чем использование обычных электродов. Флюс обычно представляет собой силикат марганца.
В некоторых случаях сварка низкоуглеродистой и низколегированной стали производится порошковой проволокой. Суть ее заключается в том, что груз помещается в металлическую оболочку. Чаще всего используется порошковая проволока трубчатого сечения. Металлы выбираются в зависимости от типа свариваемого материала. Также используются присадки:
- защищают расплав от засорения кислородом и азотом;
- повышают плавность горения дуги;
- улучшают характеристики создаваемых швов.
Электросварка может осуществляться контактной или дуговой сваркой. В первом случае электроды подносятся очень близко к свариваемому изделию. В первом случае электроды располагаются на небольшом расстоянии на свариваемом объекте. Напряжение составляет несколько вольт или меньше. Сварка сопротивлением — это не то же самое, что точечная сварка. Она является наиболее практичным решением для соединения тонких конструкций.
Однако производители предпочитают электродуговую сварку. В пространстве между электродом и металлом (сплавом) возникает дуга. Она возникает не в воздухе, а в ионизированном газе. Источником газа может быть либо баллон, либо процесс горения покрытия электрода.
Аргонодуговая сварка TIG и полуавтоматическая сварка проволокой — MIG-MAG — широко используются в промышленности.
В инертных газах и смесях
Смеси на основе аргона обычно используются в качестве инертных газов. Чистый аргон также используется для некоторых металлов и сплавов. Оборудование и процесс механизированной сварки в газовой защите очень похожи на сварку в углекислом газе. Сварка в газовой защите может выполняться плавящимся электродом, состав которого максимально приближен к составу свариваемых деталей. Преимуществами сварки в газовой защите аргоном являются, в частности, высокая стабильность дуги, меньшее рассеивание электродного металла и меньшее тепловое воздействие на свариваемые детали по сравнению со сваркой в углекислом газе.
Последние изобретения в этой технологии очень перспективны. Для повышения производительности и снижения производственных затрат в крупномасштабном производстве используются современные смеси защитных газов на основе аргона с добавлением гелия, кислорода, углекислого газа с различным соотношением компонентов.
Средства автоматизации и механизации процесса
Механизированная сварка плавящимся электродом в среде защитного газа может выполняться на машинах с различной степенью автоматизации. Степень автоматизации определяется способом перемещения сварочного пистолета: Сварочный пистолет фиксируется в неподвижном положении (изделие перемещается) или перемещается с помощью специального устройства — тележки, позиционера, робота и другого оборудования. В обоих случаях наблюдается значительное увеличение производительности за счет более высокой скорости перемещения сварочного пистолета, отсутствия человеческого фактора и высокой повторяемости.
Автоматизация процесса требует очень хорошей подготовки кромок под сварку, выбора сварочной проволоки, условий работы в зависимости от качества металла соединяемых деталей, конфигурации соединения и положения сварки.
Технология механизированной обработки
Сначала подготавливаются обработанные поверхности. Они выравниваются для устранения перекосов при прокатке, размечаются, металл разрезается и обрабатываются кромки. Кромки обрабатываются абразивами (инструментами) высокой твердости.
Затем выбирается процесс сварки. Определяется мощность, тип и полярность тока, напряжение дуги, скорость сварки, температура окружающей среды, количество проходов и пространственное положение сварного шва.
На электрод подается ток, а изделие заземляется для зажигания и поддержания дуги. Когда эти предметы соприкасаются, возникает сварочный ток. Тепло расплавляет металл электрода и кромку заготовки. Расплавленные частицы одного и другого попадают в сварочную ванну, где они смешиваются в единую массу. В результате образуется расплавленный шлак, который поднимается на поверхность и образует защитную пленку. Застывание металла способствует образованию сварного шва.
На качество сварного шва влияет присутствие воздуха. Для поддержания прочности шва место сварки обрабатывается защитным газом, образующимся при сжигании угля, или флюсом.
Технология частично механизированной сварки
При полумеханизированной сварке горелка и/или заготовка перемещаются вручную, а заготовки загружаются и выгружаются. Однако присадочный материал подается механически. Параметры сварки устанавливаются вручную.
Существуют левосторонний и правосторонний методы газовой сварки. При левостороннем методе горелка перемещается справа налево, а сварочная проволока подается перед пламенем. В идеале движение должно быть зигзагообразным и под прямым углом к сварному шву.
При правосторонней сварке горелку перемещают по прямой линии слева направо. Пламя находится перед стержнем и направлено в сторону расплавленной ванны. Металлическое соединение остывает не так быстро, как в первом случае. Это повышает прочность соединения и производительность работы, а также снижает расход газа.
Автоматика и полуавтоматика
Полностью механизированная или автоматическая сварка — это процесс сварки, при котором дуга возникает без участия сварщика. Таким образом, сварщик вообще не принимает непосредственного участия в работе.
Процесс сварки контролируется и регулируется командами, которые передаются на исполнительные механизмы в соответствии со специально разработанными программами.
В системах механизированной дуговой сварки образуется металлическое соединение особой формы.

Расплавленный дуговой электрод создает на поверхности свариваемого металла специальный слой или сварочную ванну, в которой все компоненты находятся в жидком и хорошо перемешанном состоянии.
Эта жидкая масса образуется благодаря использованию вспомогательных материалов (флюсов), которые отличают этот вид сварки от ручной сварки.
Металл сначала сильно окисляется этими флюсами, а затем подвергается процессу легирования.
Когда дуга генерируется автоматом, она движется вдоль кромок свариваемого металла и активирует всю сварочную ванну.
После прохождения автоматической дуги и охлаждения сварочной ванны остается достаточно однородный шов хорошего качества.
Порошковая проволока
Это так называемая проволока для механической сварки с флюсовым сердечником, которая изготавливается по ГОСТ 26101-84 и имеет композитную структуру. Она имеет специальную оболочку, которая частично заполнена покрытием, что придает отдельным образцам проволоки диаметр до 40 мм.
После расплавления данного вида активной присадки в партию добавляются компоненты для следующих операций:
- защита обрабатываемого металла от содержащегося в азоте кислорода;
- поддержание ровной и стабильной дуги;
- получение качественного шва.
При механизированной сварке эта проволока может использоваться в сочетании с флюсом и углекислым газом.







