Этот метод сварки металлов прост, а качество соединения не зависит от опыта сварщика. В этой статье вы узнаете, что такое контактная сварка, как она работает и какие машины используются для этого вида сварки.
Что такое контактная сварка
Рассмотрим принцип работы машин для контактной сварки, виды этого процесса и необходимые расходные материалы.
Контактная сварка как метод соединения металлов была впервые использована английским физиком Уильямом Томсоном в 1856 году. Сегодня эта техника широко применяется в машиностроении, самолетостроении, при изготовлении кузовов различных приборов, ремонте автомобилей и т.д. Это один из самых быстрых процессов сварки, он легко поддается автоматизации, а качество швов не зависит от опыта сварщика. Рассмотрим принцип работы аппаратов контактной сварки, виды этого процесса и необходимые расходные материалы.
В этой статье:
- Принцип работы аппаратов контактной сварки
- Виды контактной сварки
- Дефекты сварки и контроль качества
- Машины для контактной сварки
- Расходные материалы
- Меры предосторожности
- Обозначение контактной сварки на чертеже
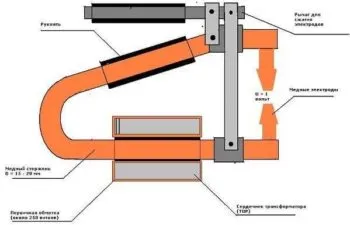
Аппараты контактной сварки состоят из электрической и механической частей. Электрическая часть состоит из источника питания, который понижает напряжение (В) и повышает силу тока (А). Сварочный ток достигает сотен и даже тысяч ампер, что приводит к быстрому нагреву и прочному соединению. Механическая часть выполнена в виде сварочного пистолета и обеспечивает сближение и сжатие ребер в месте, где требуется соединение.
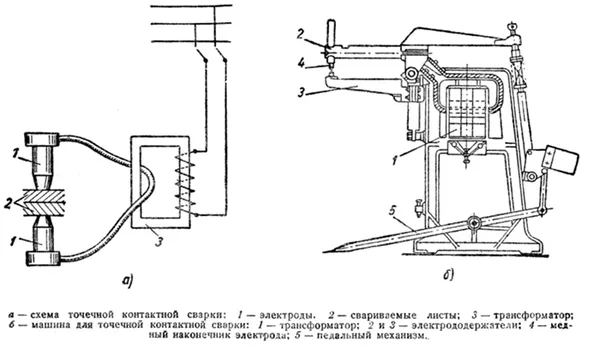
Сварка происходит следующим образом:
- Две заготовки (прутки, пластины и пр.) сводятся клещами друг к другу до соприкосновения в одной точке
- На концах рабочей части клещей расположено два медных электрода, обладающих разной полярностью. К ним подается сварочный ток
- Дуга не загорается, поскольку детали плотно сведены друг к другу. Сварочная маска не требуется
- За счет прохождения тока от минуса к плюсу в месте стыковки возникает повышенное сопротивление, ведь стороны просто сведены
- От этого поверхность в месте соприкосновения начинает нагреваться. Электрическая энергия преобразуется в тепловую.
- Нагрев длится до тех пор, пока поверхность сторон не станет пластичной. За счет прижима клещами происходит смешивание металлов на уровне кристаллической решетки
- После этого сварочный ток отключается, а тепло быстро рассеивается по остальной части изделия
- Стык остывает и получается неразъемное соединение без видимого шва и присадочного металла
Продолжительность и силу сварочного тока можно регулировать в зависимости от толщины соединяемых ребер. Например, для контактной сварки двух прутков толщиной 1,5 мм (1,5+1,5) требуется ток 1500 А и время контакта 1-2 секунды.
Технология контактной сварки
Синхронная контактная сварка использует электрический ток для соединения металлов вместе. В процессе контактной сварки генерируется дуга, которая вызывает плавление металла. По мере повышения температуры в зоне воздействия металл становится деформируемым, так что молекулы начинают сплавляться. К особенностям процесса контактной сварки можно добавить следующие моменты:
- На мощность образующейся дуги оказывает влияние величина тока. Именно поэтому технология применяется при соединении самых различных деталей. При повышении показателя силы тока появляется возможность работать с металлам большой толщины.
- Время воздействия и сила сжатия металлов также оказывает влияние на полученный результат. Стоит учитывать, что преимущества контактной сварки заключается именно в фиксации соединяемых элементов. За счет этого существенно повышается качество получаемого шва.
В целом можно сказать, что сварочные точки создаются с помощью специального оборудования.
На сегодняшний день существует несколько видов контактной сварки. Наиболее распространенными являются следующие:
- Шовная.
- Точечная.
- Рельефная.
- Стыковая.
Контактная сварка может быть проверена с помощью специального оборудования, которое можно изготовить самостоятельно или приобрести в специализированном магазине. Обычный сварочный аппарат для этого не подходит
Сущность процесса
Процесс контактной сварки основан на кратковременном облучении током различной силы. Этот ток нагревает металл и значительно повышает степень его пластичности. Наиболее важными положительными элементами являются следующие:
- При применении рассматриваемой технологии тепло формируется в самом теле заготовки. Для того чтобы исключить вероятность распространения тепла по всему материалу, скорость его подачи должна быть высокой. Именно поэтому применяется специальное сварочное оборудование.
- Подаваемая сила тока должна быть высокой, а время нагрева незначительным. Как показывает практика, мощность при рассматриваемой обработке составляет несколько сотен и даже тысяч Ампер. При этом время воздействия составляет всего несколько долей секунд. Подобного результата можно достигнуть только при внутреннем выделении тепла в материале.
- Применяемое оборудование позволяет существенно повысить производительность. Этот момент многие называют преимуществом контактной сварки. Сегодня проводится создание роботизированной техники, которая путем подачи тока проводят сваривание большого количества металла.
- Обработка проходит без применения присадочного металла. Именно поэтому технология считается более экономичным в плане количества расходуемой энергии.
- Нагрев происходит непосредственно в зоне воздействия. Именно поэтому не наблюдаются тепловые потери, если сравнить с технологией дуговой ручной сварки или других технологий.
- Применяемое оборудование существенно облегчает процесс. При этом можно применять оборудование, которое автоматизирует обработку. На момент воздействия тока не образуется яркая вспышка, поэтому снижаются расходы на оборудование зоны обработки.

Контактная сварка теперь используется при производстве ленточных кабелей. Роботы могут сваривать металл практически непрерывно.
Не стоит забывать и о некоторых недостатках контактной сварки. Они также определяют особенности данной технологии.
- Для того чтобы обеспечить высокое качество соединения должно применяться оборудование, которое может оказывать давление на заготовку.
- Соединение может проводится только в случае, когда заготовки могут размещаться в специальной машине. Другими словами, есть определенные ограничения по размеру изделий.
- Если шов должен быть большим, то существенно возрастает механическая мощность и сила подаваемого тока. Кроме этого, есть определенные ограничения, касающиеся толщины соединяемых элементов.
- Технология не характеризуется универсальностью и маневренностью. Другими словами, провести работу на месте размещения изделий достаточно сложно, для этого зачастую создают самодельные конструкции.
- Получаемый шов характеризуется низкой герметичностью.

Кроме того, приобретение оборудования связано с большими затратами. Могут возникнуть серьезные проблемы с обслуживанием. При желании можно собрать самодельный аппарат, который характеризуется высокой эффективностью.
Плюсы и минусы
Контактная сварка металлов используется в различных отраслях промышленности, многие преимущества объясняют ее популярность.
- Высокая скорость работы, если сравнивать с другими методами сварки, контактная создает более прочный шов.
- Создание одной сварочной точки происходит минимум за 0.1 секунды. Опытный сварщик за одну минуту может сделать до 600 соединений.
- Достаточно экономичный способ, так как для создания контактного соединения не требуются вспомогательные элементы – электроды, проволока для присадки, флюсы и т. д.
- Деформация металла незначительная и проявляется только в местах соединения.
- Несложный процесс, с которым справится новичок и сварщик средней квалификации.
- Контактные электроды имеют долгий срок эксплуатации и не изнашиваются длительное время.
- Самый безопасный метод сварки, так как риск возгорания сведен к минимуму.
- Контактная сварка экологически чистая – она не влияет на здоровье человека и окружающую среду.
- Благодаря высокой скорости подачи тока тепло формируется только в самом металле – это исключает нагрев всей заготовки, а также тепловые потери в процессе работы.
- Оборудование для сварки также облегчает процесс – когда ток подходит к деталям, яркая вспышка не образуется, не нужно тратить средства на оборудование для зоны обработки.
- Контактная сварка может применяться на заводском производстве конвейерным способом, когда работа происходит непрерывно.
Однако есть и недостатки, которые необходимо учитывать при работе.
- Аппараты для контактной сварки стоят дорого, не каждый пользователь может их приобрести.
- Действие электрического тока должно быть минимум 1000 ампер. Питание от источника должно быть достаточно мощным.
- Швы, полученные методом контактной сварки, не такие герметичные, как при использовании технологии с применением электродов.
- Сварщику нужно обязательно следить за поступающим напряжением в области сварки – оно не должно соответствовать заданным параметрам.
- Есть ограничения, касающиеся размеров свариваемых деталей.
- Для шва большого размера необходима большая сила и мощность электрического тока.
Виды
Существует несколько типов контактной сварки, которые используются в зависимости от области применения.
Точечная
Точечная сварка — самый популярный вид, используемый в быту и в промышленности. Сваривать можно изделия толщиной до 5 мм. Чтобы сделать соединение, детали кладут друг на друга и зажимают между двумя конусообразными электродами. Зажимной механизм прижимает детали друг к другу после подачи электрического импульса. Металлические детали размягчаются только в месте соприкосновения электродов. В результате образуется точечный сварной шов диаметром несколько миллиметров.
Контактная точечная сварка может выполняться с одной или с двух сторон. При одностороннем методе соединение не такое прочное, но можно сваривать несколько точек одновременно — так работают многоточечные сварочные аппараты.
Более востребованной является двухсторонняя или обычная сварка, при которой используются два электрода.
Существует два способа обработки металла.
- Мягкий – применяется для заготовок из закаленной стали. Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.
- Жесткий – свариваются цветные металлы с добавлением меди и алюминия, легированные стали. В жестком режиме сила сжатия сварочных клещей и сила тока больше, чем в мягком. В зависимости от того, какая толщина у металла, длительность передаваемого импульса может составлять до сотой доли секунды. Такой режим, благодаря высокой производительности востребован на производстве.
Аппараты точечной сварки делятся на четыре типа:
- универсально-стационарные;
- универсально-переносные;
- специализированно-стационарные или многоточечные;
- пресс для рельефной сварки,
Существует два типа многоточечных сварочных аппаратов: В первом случае к поверхности крепятся два электрода; во втором — все электроды крепятся одновременно, но электрический импульс проходит последовательно только через два пятна.
В аппаратах точечной сварки электроды находятся в специальных электрододержателях, прикрепленных к корпусу сварочного аппарата. Нижняя часть неподвижна, а верхняя может перемещаться. Они оснащены специальными каналами для водяного охлаждения.
Сами электроды изготавливаются из сплава хрома, цинка и меди или холоднотянутой красной меди. Для держателей электродов используется латунь.
Рельефная
Рельефная сварка — это разновидность точечной сварки. При этом процессе на свариваемых деталях заранее подготавливаются рельефы различной формы. Металлические детали прижимаются плоскими электродами с обеих сторон, а нагрев происходит только на выступах (рельефах). Основным преимуществом контактной рельефной сварки является длительный срок службы электродов. Благодаря особой форме с большой площадью контакта они изнашиваются очень медленно. Недостатком является то, что сварочные аппараты должны обладать высокой сварочной мощностью.
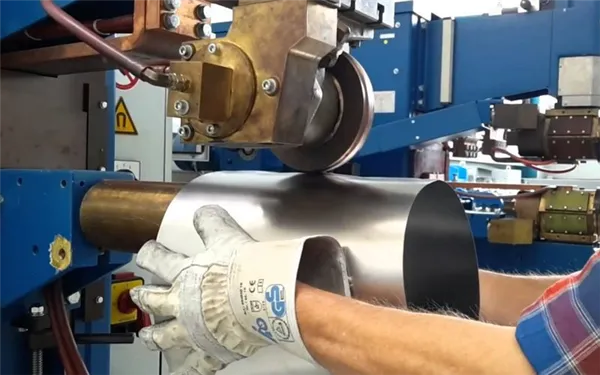
Шовная
Процесс шовной или рулонной сварки используется для соединения накладывающихся друг на друга листов. Принцип этого процесса такой же, как и точечной сварки, но здесь вместо конических электродов используются электроды дисковой формы. Один диск движется, а другой приводится в движение трением. Детали нагреваются и зажимаются роликами, создавая компактный, диффузный сварной шов.
Виды контактной сварки
Существуют различные виды контактной сварки в зависимости от размера соединения, требуемой прочности, области применения и многого другого. Поэтому оборудование, которое может использоваться для каждого типа контактной сварки, отличается по конструкции и функциональности.

Различают следующие виды контактной сварки:
Точечная сварка — самый простой и недорогой из всех видов контактной сварки. Этот тип соединения металлов может выполняться с одной или с обеих сторон. Это точечное соединение металлов.
Рельефная сварка — это разновидность точечной сварки, которая позволяет формировать на свариваемой детали рельефные стороны вместо плоских. Это могут быть шипы или выступающие полусферы. Основное отличие рельефной сварки от точечной заключается в образовании соединения с более высокой прочностью.
Шовная сварка характеризуется наличием продольных швов.

Контактная сварка — может выполняться различными способами — сваркой плавлением или контактной сваркой с последующим уплотнением металла.
Контактная сварка характеризуется простотой и высоким качеством получаемого соединения. Однако этот метод сварки чаще всего используется на производстве, где требуется высокая скорость соединения металлов.
Оборудование для контактной сварки
Все машины для контактной сварки классифицируются по следующим критериям:
- назначение;
- источник питания;
- расположение электродов;
- способ перемещения;
- способ автоматизации.
По назначению сварочные машины делятся на модели общего назначения и специальные машины для выполнения особых задач.
Машины точной точечной сварки общего назначения подходят для сварки всех типов микроэлектронных устройств и металлических изделий, в зависимости от особенностей их конструкции и текущих требований.
Однако большинство металлических изделий и сплавов требуют использования специальных аппаратов точечной сварки:
- установки, функционирующие по принципу одностороннего контактного сваривания;
- агрегаты для сварки проводников в изоляционном материале.
В оборудовании для контактной сварки используются различные типы источников энергии.
- конденсаторы, в т. ч. с поддержанием напряжения и регулированием режима работы в процессе сварки автоматически;
- источники питания с переменным током, в т. ч. повышенной частоты с возможностью автоматического регулирования тока или напряжения.
Схема поперечного сечения для контактной сварки должна описывать тип используемого оборудования, чтобы упростить задачу сварщика и добиться наилучшего качества сварных швов.
Электроды для контактной сварки могут располагаться несколькими способами:
В первом случае электроды прижимают детали друг к другу с обеих сторон одновременно. Во втором случае сварочная проволока касается компонентов с одной стороны.
Для контактной сварки «встык» используются различные типы сварочных головок:

- для двустороннего точечного сваривания;
- для сварки и пайки разрезными и V-образными электродами;
- головки для односторонней сварки и пайки с возможностью раздельного регулирования усилия на каждом электроде.
В зависимости от типа привода сварочные головки для контактного процесса могут быть предназначены для соединения металлических изделий в единую конструкцию:
- стационарными;
- подвесными;
- мобильными.
В первом случае свариваемые детали перемещаются под соответствующую машину, а во втором и третьем случаях машина перемещается в положение сварки.
В зависимости от того, как автоматизированы сварочные машины, они могут быть:
Ручное оборудование дешевле, но требует большего мастерства от сварщика: все операции обязательно должны выполняться вручную под четким контролем человека.
Автоматизированные аппараты точечной сварки избавляют мастера от необходимости выполнять ряд процедур, облегчая работу неопытному сварщику.
Наиболее важными параметрами при выборе аппарата точечной сварки являются сила сварочного тока и длина рук со сварочными электродами. Они определяют возможную толщину свариваемых деталей, тип металла и размеры обрабатываемых конструкций.
Итоги
Применение контактной сварки с инвертором позволяет соединять различные классы металлов и сплавов с помощью высокотемпературного электрического тока, который вызывает пластическую деформацию контактной зоны деталей при их сжатии.
Технология контактной сварки имеет широкий спектр применения: она активно используется как в быту, так и на заводах для производства больших партий однотипных металлических изделий.
Важно соблюдать технологию, соблюдать схему контактной сварки, использовать электроды, рекомендованные производителем, и правильно выбрать способ эксплуатации аппарата, тогда сварные швы будут качественными и долговечными.







