Присадочные металлы, имеющиеся на рынке, представляют собой оловянные и свинцовые стержни. Внутри стержня по всей его длине находится канифольный флюс. Этот присадочный металл используется во многих видах сварки.
Виды и назначение канифоли для пайки

В процессе сварки нагретый клейкий материал неизбежно начинает окисляться, поэтому необходим защитный слой. По этой причине полезно учитывать свойства сварочного канифоли и предполагаемое использование.
Следует отметить, что это оптимальное решение как для бытового использования, так и для низкотемпературных работ в промышленных масштабах. Одним из главных преимуществ данного расходного материала является отсутствие потенциально опасных испарений.
Что это такое?
Канифоль представляет собой твердое вещество со стеклоподобной структурой. Она не имеет определенной температуры плавления и постепенно размягчается при нагревании. Поэтому она является аморфным материалом. В зависимости от типа и состава, размягчение канифольных сварных швов может начинаться при температуре 55-70 градусов. При оценке свойств и характеристик этого природного флюса важно учитывать, что он является компонентом смолы хвойных пород древесины.
В промышленных масштабах эта смола производится различными методами. Существует несколько методов.
- Получение смолы из живицы с помощью термической обработки.
- Применение экстракции, предусматривающей образование колофонской смолы при воздействии растворителей на измельченное дерево.
- Путем специальной обработки таллового масла, именуемой перегонкой. Кстати, сырье в данном случае представляет собой побочный продукт производства бумаги.
Следует отметить, что метод производства во многом определяет свойства и характеристики связующей смолы. При этом он должен быть указан на упаковке физической жидкости.
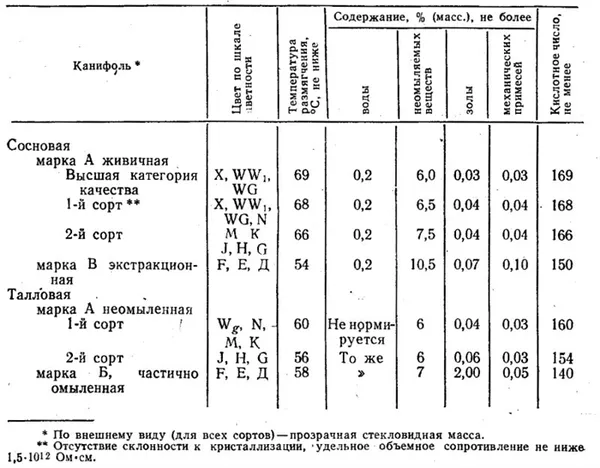
Следует отметить, что качество материала строго регламентируется ГОСТом как для канифольной смолы, так и для талька.
В первом случае канифоль более тугоплавкая (температура плавления на 5 градусов выше) и более кислая (на 5-10 мг KOH больше на 1 г продукта). Эти два типа канифоли также различаются по цвету. Высококанифольная канифоль обычно имеет более светлый цвет. Однако соответствующий оттенок зависит от качества и степени очистки от примесей. Этот флюс обычно продается розничным торговцам упакованным в небольшие круглые металлические банки. Возможна также продажа канифоли как части сварочного процесса.
Что такое канифоль
Флюс в твердом состоянии представляет собой хрупкое, похожее на амфору вещество, состоящее из стеклообразных частей. Из чего сделана канифоль? Она производится путем очистки в ходе специальных химических реакций из хвойных смол. Канифоль для сварки используется для противостояния окислительным процессам, которые могут разрушить соединение в процессе эксплуатации, а также она устойчива к потере химических свойств при воздействии высоких температур.
Состав канифоли позволяет надежно соединять металлы при помощи сварки.
Жидкое состояние при нагревании способствует растеканию материала по элементам в нужную форму. Прежде чем узнать, для чего используется канифоль, важно понять химические свойства этого соединения. Сырье, из которого изготавливается канифоль, обладает диэлектрическими свойствами, но это не влияет на способность соединения передавать электричество.
В сфере радиоремонта канифоль является самым дешевым вариантом флюса. Некоторые новички, не имеющие опыта пайки, не знают, что такое канифоль, и используют ее повсеместно. Скорее всего, вы ошибаетесь, так как продукт подходит не для всех типов соединений. В основном продукт используется в домашних условиях, для нечастых работ, потому что жидкость имеет неограниченный срок годности при простом использовании.
Способы получения

Различные виды канифоли обусловлены способом ее изготовления, составом и физической природой. Основное различие в производстве заключается в веществе, из которого извлекается соединение. Это вещество делится на три категории: Живица, Тальк и Экстракционная смола для склеивания.
- Живичная канифоль производится путем обработки живицы хвойных деревьев, основным растениям является сосна, ввиду доступности и распространенности. Основным отличительным моментом можно заметить отсутствие жирных кислот, применение которых недоступно некоторыми работами.
- Экстракционная основа производится путем экстрагирования бензина и основной составляющей – доли древесины сосновых деревьев. Отличается более низким температурным порогом размягчения, темным цветом. Температура плавления начинается от 52 градусов, кислотное число варьируется от 145 до 175. Наличие жирных кислот в составе – 10%, если произвести химическое осветление вещества, он будет более похож на живичную субстанцию.
- В сульфатцеллюлезном производстве выделяется побочный продукт – таловая канифоль. Подразделяется на несколько сортов по качеству и назначению, способ получения из сульфатного мыла. Более дорогие разновидности не уступают по свойствам натуральному продукту.
Если вы внимательно ознакомитесь с основой, то придете к выводу, что она относится к категории флюсов. Если у вас нет в наличии подходящего, вы можете использовать сварочную канифоль.
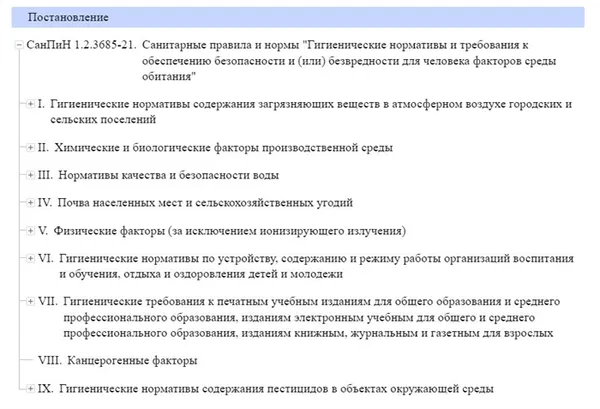
Что такое канифоль? Нормативные документы
Канифоль — это твердое, стеклообразное вещество. Она аморфна, т.е. не имеет заметной температуры плавления и постепенно размягчается при нагревании. Размягчение начинается примерно при 55-70ºC, в зависимости от типа и качества.
Канифоль является компонентом смолы хвойных деревьев. Существуют различные способы получения канифоли:
- Выпарить летучие вещества из сырой смолы;
- Экстрагировать органическими растворителями из древесных опилок;
- Перегнать талловое масло, являющегося отходом производства бумаги.
В России качество канифоли регулируется двумя нормативными документами: ГОСТ 19113-84 «Канифоль сосновая» и ГОСТ 14201-83 «Канифоль таловая».
Полученная из смолы смола несколько более тугоплавкая — температура размягчения примерно на 5 выше или больше, кислотность — от 5 до 10 мг KOH на 1 г продукта больше. Смола имеет более светлый цвет, чем сосновая смола, но цвет зависит от качества, т.е. степени очистки от примесей.

Росин обычно продается в круглых металлических банках в розничных магазинах. Она также может продаваться как часть готового сварного шва — трубка из оловянного сплава, заполненная канифолью.
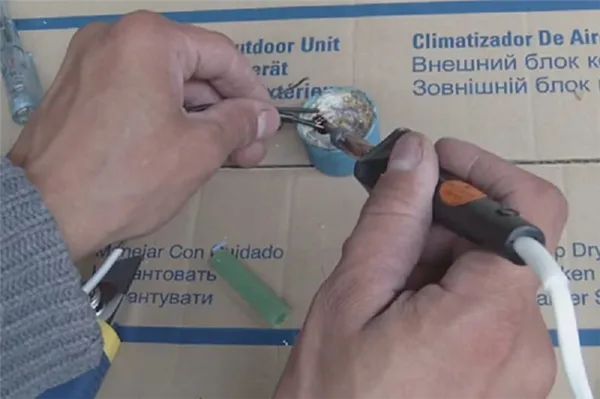
Как паять с канифолью
В целом, процесс сварки состоит из следующих операций:
- Механическая очистка соединяемых поверхностей;
- Разогрев жала паяльника;
- Нагрев соединяемых поверхностей;
- Обработка жала канифолью;
- Обработка поверхностей канифолью;
- Покрытие жала припоем (лужение);
- Соединение деталей и покрытие припоем стыка и прилегающих участков.
- Охлаждение соединения.
Теперь подробнее об отдельных операциях;
- Канифоль способна растворять окисные плёнки и частично восстанавливать их до металла. Если поверхность соединяемых деталей не покрыта видимыми загрязнениями, эту операцию можно пропустить. Она необходима, когда загрязнения или окислы покрывают поверхность настолько, что препятствуют смачивание её расплавленной канифолью и далее припоем.
- Ранее упоминалось о температуре начала размягчения канифоли в районе 55 – 70ºC. Но для того, чтобы надёжно покрыть жало паяльника и соединяемые детали, её надо разогреть до 100 — 130ºC. Критерием достаточной температуры жала является его свободное проникновение в массив твёрдой канифоли с появлением лёгкого дымка.
- Необходимость нагрева соединяемых поверхностей очень сильно зависит от их размеров. Если паять предстоит тонкие проводки, можно эту операцию пропустить. Надо понимать, что на холодной поверхности произойдёт быстрое охлаждение и застывание канифоли и припоя. Как следствие, не удастся добиться растворения окислов канифолью и достаточного растекания припоя. Поэтому необходимо перед началом пайки оценить, можно ли прогреть детали уже в процессе обработки флюсом или надо сделать это предварительно.
- Если паяльник используется в первый раз или долго не был в работе, можно пройтись по жалу металлической щёткой или тонкой наждачной бумагой. Но это требуется в самых запущенных случаях. Обычно достаточно разогреть его и обработать канифолью, а затем покрыть слоем олова – облудить. Теперь жало готово к работе.
Если был небольшой перерыв и сварочный штифт еще покрыт клеящим материалом, его не нужно лудить, а только нагреть и окунуть в канифоль.
- Далее готовим к пайке поверхность деталей. Как уже было сказано, может понадобиться нагрев стыковых поверхностей соединяемых деталей. Это определяется их массивностью и размерами жала паяльника. Если жало массивней деталей, можно обойтись без предварительного нагрева перед пайкой, а произвести его непосредственно в процессе обработки деталей канифолью.
Зажмите соединяемые поверхности в том положении, в котором они должны быть соединены, при необходимости нагрейте их, залейте флюсом, а затем нанесите расплавленный припой. Используйте наконечник паяльника, чтобы припой растекался по соединению и прилегающим участкам, и дайте соединению остыть.
Склеивание завершено.
Применение
Канифоль — это смесь смоляных кислот и их изомеров, которая является флюсом, то есть веществом, удаляющим с металлических поверхностей оксидные слои, жир и другие загрязнения и защищающим от окисления и коррозии. Зачем нужна канифоль для сварки?
Наконечник паяльника нагревает металлические контакты, на которых сразу же образуется оксидная пленка, препятствующая соединению с клеем. Чтобы устранить это препятствие, нужна канифоль (или флюс), которой обрабатывают поверхности и подготавливают их к сварке.
Процесс пайки
- Сначала нужно прогреть провод, прикладывая к нему паяльник, максимально плотно его прижимая.
- Через несколько секунд провод вместе с жалом паяльника нужно опустить в канифоль, она закипит и равномерно распределится. Таким образом провод подготовлен к нанесению на него припоя.
- Жалом паяльника надо взять небольшую часть припоя и равномерно, тонким слоем нанести его на провод. При этом не должны образоваться катышки и капли. Не должно быть необработанных участков, получается этот же провод, но в олове.
- Далее нужно очистить жало паяльника с помощью металлической губки или тряпочки и, коснувшись канифоли, провести им по плате, создавая тончайший слой на ее поверхности. Поверхности к пайке готовы.
- Затем приложить провод к плате, обеспечивая максимальный контакт. Прижать к проводу жало паяльника с тонким слоем припоя и несколько раз «прогладить» место соединения для лучшего прогрева.
- Затем дать остыть и проверить соединение на прочность.
Если сварка была выполнена правильно, поверхность соединения будет блестящей, что означает, что соединение достигло максимальной прочности. Если же поверхность тусклая и кажется хрупкой, значит, соединение недостаточно прочное.
Смола способна растворять оксиды металлов, таких как медь, свинец и олово, при нагревании и может эффективно работать при температуре выше 150 градусов. Канифоль используется в качестве природного флюса в электротехнических работах. Он не только удаляет оксидные слои, жир и загрязнения, но и улучшает текучесть и уравновешивает поверхностное натяжение сварочного материала. Это быстрее заполняет швы и повышает качество соединения.
Наиболее часто используемый в домашних условиях припой — оловянный с низкой температурой плавления. Нельзя использовать канифоль с тугоплавкими клеями. Температура ее кипения составляет +250 °C, при которой канифоль испаряется, а защитные и очищающие свойства флюса при нанесении на металл исчезают.

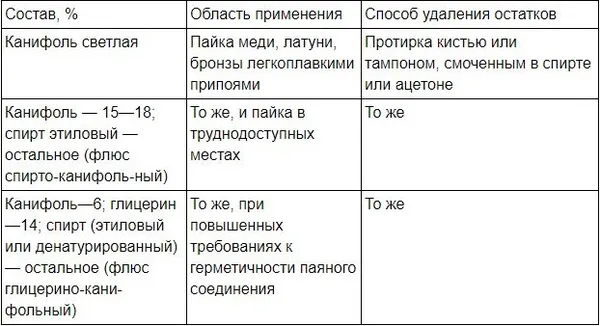
Виды флюса
Канифоль выпускается в чистом и разбавленном виде для различных применений. Существует три типа жидкой канифоли: твердая, жидкая и гель. Наиболее дорогими и сложными в производстве являются жидкие и гелевые флюсы.
- Твердый флюс — это канифоль в чистом виде. Он является самым популярным и имеет как несомненные плюсы так и минусы. Основной недостаток — неудобство, неточность нанесения в труднодоступные места спайки.
- Флюс на основе спиртового раствора, разводится в равных пропорциях спирта и твердой канифоли. Очень удобен при нанесении его кистью на поверхности деталей, которые будут соединяться с помощь спайки.
- Флюс из канифоли на основе геля. Вязкая консистенция позволяет точно дозировать наносимый состав, легко обработать самые сложные места соединяемых деталей. Гель высыхает дольше, по сравнению со спиртовым составом. Это дает некоторый запас времени для проведения спайки, он более пластичен и податлив, по сравнению с флюсом из твердой канифоли.
Жидкие флюсы или гелевые флюсы заранее наносятся на сварные швы кистью и начинают работать без одновременного воздействия температуры.
Спиртовой состав
В некоторых случаях при сварке в труднодоступных местах вместо твердой канифоли в качестве расходного материала используется готовый к применению спиртовой раствор натурального продукта.

Чистого спирта во флюсе, известном под аббревиатурой SKF, содержится 60 %.
Остальная часть массы поглощается самой канифолью. Вместо спирта можно также использовать ацетон. Однако его запах менее приятен.
Жидкий флюс дешев и обладает хорошими техническими свойствами. Его состав можно легко изменить, увеличивая количество растворителя. Поэтому в работе чаще используют жидкие составы с консистенцией раствора.
Для сварки обычных деталей состав готовят в виде вязкой суспензии. Все работы с растворителями должны проводиться при хорошей вентиляции. Вдыхание выделяющихся паров и горючих частиц флюсового состава вредно для дыхательной системы мастера.
Пайка трубчатыми припоями

Присадочные металлы, имеющиеся на рынке, представляют собой оловянные и свинцовые стержни. Внутри стержня по всей его длине находится канифольный флюс. Этот присадочный металл используется во многих видах сварки.
Он прост и удобен в использовании. Конец стержня вставляется в рабочую зону. Он плавится и обеспечивает одновременное попадание в зону сварки флюса и расплавленного припоя. Таким образом, осуществляется процесс сварки, который не требует тщательной подготовки поверхности перед началом работы.
При выборе сварочных материалов обращайте внимание на технические характеристики производителя. Вся продукция должна соответствовать ГОСТам.